Welding System - Kemwelder IV
Rapid and reliable repairs in tool making and mould building
This welder is designed for mould and dye repair and this can help save you time and money by keeping mould repair in-house instead of sending out for service. It's very easy to use and nearly anyone can begin welding within a very short period of time. It's also mobile, so you can transport this around your company and weld any mould size, large or small and it utilises very little heat so you don't have to worry about heat distortion that you get from traditional TIG welders.
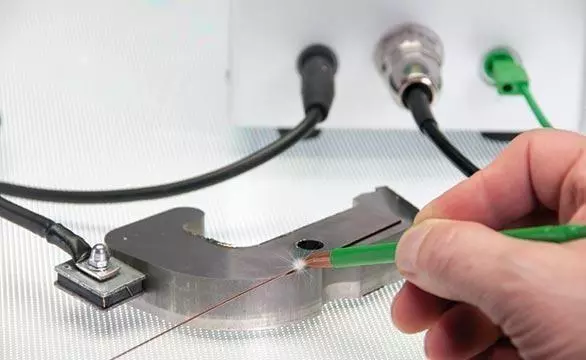
The welder works by gently touching the spot of the welding point with the electrode tip. After 2 seconds, the control unit triggers welding, at the same time, an electromagnet draws the electrode back. You then precisely position the electrode for subsequent points which can then be triggered every second. For safety, the shutter of the microscope closes with each weld.

- Pre-set welding parameters for variety of materials (e.g. Steel & Aluminium) of up to Ø 0.8 mm and even up to 1.0 mm under certain conditions.
- Electronically controlled hand piece - The welding process starts only if all requirements are complied
- Ability to program bespoke welding operations
- Shielding gas process
- Package includes microscope (10x magnification). Supplied with a green, translucent protection shield.
- Welding kit is small and portable
- Product Code: 339102
New features
- The amperage (TIG) has been increased by 15% to 720 A. This means you can now weld wires of up to Ø 1 mm
- Auto cooling system
- Improvements to handpeice
- New software monitors the welding process:
- Avoidance of welding errors due to interruption of the welding process in case of excessive pressure on the electrode
- Increased service life of the electrode tip
- Avoidance of tungsten inclusions on surfaces or on workpieces and materials that still need further processing
- Enhanced process reliability and more consistent quality

The microscope has many features that make welding easy. The 10 x magnification microscope has a built in integrated LED light uniformly which illuminates the entire welding area. The visual field is of adequate size with a diameter of 20 mm. When using the handpiece and welding filler, you can very accurately determine the spot where you wish to weld using the thin, pointed electrode. Using the hydraulic swivel arm, you can quickly position the microscope to exactly where needed.
The integrated LCD vision protection filter closes the beam path during the welding time that gives eye protection during the welding process. The whole process takes place in milliseconds.
The kemwelder has pre-set welding parameters for mould repair applications and this is going to make it much easier to select the correct setting for your welding application. You’ll have settings for three different metals; steel, aluminium and copper and four different welding wire diameters up to 0.8mm and then five different surface applications for flat, edge, corner, rib and three corner. So, at the touch of your fingertips, you have access to sixty different mould repair applications.
Contents Include:
- Control unit with touch screen
- Hand piece with cable 2 m
- 1 each collet Ø 0.6, Ø 0.8 and Ø 1.0 mm
- Fixing hand piece
- 1 each fine welding ceramic nozzle Ø 3 and 4 mm
- Earth cable 1,50 m with magnet
- Stereo microscope 10 x magnification with electronic shutter LED lighting, hydraulic swivel arm, switchable magnet (1,200 N)
- Flowmeter
- Brass brush
- 10 each special electrodes Ø 0.6 mm and Ø 0.8 mm with 1 diamond grinding disk
- 10 special electrodes Ø 1.0 mm x 200 mm
- 1 Electrode Grinder / Sharpener
- Foot switch
- 5 m gas hose
- Green transparent protection shield.
When welding with the Kemwelder, you must use argon gas to get the best results, the argon gas is going to eliminate oxidation and it is also going to give you clean welds. You will need a bottle of Argon 4.6, and the correct fillers for your material.
Technical Data:
| Supply voltage | ~230 V 50 ~60 Hz, +/-10% |
|---|---|
| Fuse | T 3,15 A |
| Power input | 400 VA |
| Load voltage | 30 - 43 V |
| No-load voltage | 43 V |
| Duty cycle | 80% |
| max. Charge time | 0.8 s |
| Shielding gas | ARGON 4.6 |
| Gas pressure | 2 bar |
| Protection gas | I |
| Inslation class | B |
| Safety class | IP 21S |
| Dimensions LxWxH | 320x155x320 mm |
| Weight | 8.2 kg |
Welding rods for the Kemwelder
Only the right welding rods will ensure good results. You will get good results if the composition of the welding rod corresponds to your material. The rods are 333 mm long with a minimum weight of 100 grams. Coils available on request. Please contact us if you do not find the right rod for your application. Wires with a diameter of 0.8 mm welds the Kemwelder without any problems, and with good conditions even up to 1 mm.
| Welding fillers (length 333 mm, Ø 0.4 mm) | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Hardness | For | Al | C | Ci | Cr | Cu | Fe | Mg | Mn | Mo | Ni | Si | Ti | Zn | Zr | Code |
| Soft | 1.2311, 1.2312, 1.2162, 1.2738 Modifications and repairs to moulds made of 1.2311, 1.2312, 1.2162 and 1.2738. The welding can be eroded, structured, chrome-plated, etched, nitrated, annealed and hardened. | 0.10 | # | 1.10 | 0.50 | 0.60 | 339108 | |||||||||
| 42 - 46 HRc | 1.2082, 1.2083, 1.2343, 1.2367-1.2606, 1.2767 The filler for highly stressed hot working tools which are simultaneously exposed to high mechanical, thermal and abrasive stresses. E.g. forges for hammers and presses, saddles, aluminium die-casting moulds, plastic moulds, hot shearing blades. Processing with tungsten carbide tools. The welding metal is annealable, nitratable, chrome-platable, CVD coatable, polishable and machinable. | 0.25 | 5.00 | # | 0.70 | 4.00 | 0.50 | 0.60 | 339109 | |||||||
| 53 - 58 HRc | 1.2082, 1.2083, 1.2343, 1.2344, 1.2367-1.2606, 1.2767 For highly wear-resistant weldings on tools, exposed to heavy friction and pressure at high temperatures. Forging tools, roller spindles, hot deburring sections. Processing by grinding or tungsten carbide tools. | 0.35 | 7.00 | # | 1.20 | 2.00 | 0.30 | 0.30 | 339110 | |||||||
| 53 - 58 HRc | 1.2082, 1.2083, 1.2311, 1.2312, 1.2343. 1.2344, 1.2367-2606, 1.2767, 1.2842 For high-wear-firm welds at tools, which are exposed to strong abrasion and pressure at increased temperatures, e.g. Slidegate valve surfaces, guide ways, sealing rims. Good abrasion behavior with glass-fiber reinforced plastics. | 0.35 | 7.00 | # | 1.20 | 2.00 | 0.30 | 0.30 | 339120 | |||||||
| 54 - 60 HRc | 1.2379, 1.2436, 1.2601 Universal for build-up welding on components exposed to heavy impact and moderate abrasion stresses. Also cutting tools and contours in the automobile industry. The welding metal is tough and fracture-proof and edge-retentive. Grindable. | 0.50 | 9.50 | 0.50 | 3.00 | 339121 | ||||||||||
| 54 - 60 HRc | 2.4060, 2.4061, 2.4066, 2.4068 Used for build-up and connection weldings commercially available pure nickel grades, including LC nickel, nickel alloys and nickel-plated steels. Materials of this kind are primarily used in pressure vessel and apparatus construction, in the chemical industry, in the food industry and in the energy industry where good corrosion and temperature properties are required. | 0.10 | # | 3.50 | 55.00 | + | 339122 | |||||||||
| 54 - 60 HRc | GG (grey cast iron) and GGG (globular grey cast iron) materials, miscellaneous types of cast iron Used for build-up and connection weldings of ferritic and austenitic cast irons with spheroidal graphite in addition to mixed compounts with non-alloyed and high-alloy steel, copper and nickel alloys. Build-up weldings on grey cast iron types are possible. | 0.10 | # | 3.50 | 55.00 | + | 339123 | |||||||||
| 54 - 60 HRc | connections of various different materials. 1.2316 For build-up and joint welding on steels which are difficult to weld. For bufferings and connections on cold and hot working tools. | 0.10 | 30.00 | # | 1.60 | 0.40 | 339124 | |||||||||
| 220 HB | Cu-Al multi-alloy bronzes, platings on cast and steel materials For build-up, crack and joint welding on Ampco bronzes, e.g. cooling inserts in plastic moulds, fittings, drawing tools or aluminium- bronze-steel mixed joints. | 7.50 | # | 2.50 | 13.00 | 2.50 | 339125 | |||||||||
| 140 HB | Cu-Al multi-alloy bronzes, platings on cast and steel materials, in addition to mixed joins of different materials For connection and plate weldings on CuAl bronzes. Mixed joins of CuAl bronze with steel in addition to various different materials with one another, build-ups on tool steel or cast alloys. Platings on steel and cast iron materials. Good sliding properties, seawater-resistant and cavitation-resistant. | 8.00 | # | 2.00 | 2.20 | 2.20 | 339126 | |||||||||
| 140 HB | aluminium | # | <0.4 | <0.2 | 5.00 | 339127 | ||||||||||
| 140 HB | aluminium | # | 0.20 | 12.00 | 339128 | |||||||||||
| 140 HB | ALMg2,7Mn, AKLMg4,5Mn, ALMg5, ALMgSi0,7, ALMgSi1, ALMgSiCu, ALZn4,5Mg1, G-ALMg3, G-ALMg5 | # | 0.05 - 0.25 | 0.05 | 0.40 | 4.5 - 5.2 | 0.7 - 1.1 | 0.25 | 0.15 | 0.25 | 0.1 - 0.2 | 339129 | ||||
Welding without the welding smoke
During long welding sessions - you should remove the welding smoke reliably.
It is best not to inhale the welding smoke, for a long time we have been looking for an effective, efficient, mobile and not too expensive option to accomplish this. Now we have the Kemwelder Extractor which is extremely quiet and effective. Why is the Kemwelder Extracor so quiet? Contrary to conventional extractors this equipment works with a brushless suction motor. That is not only quiet, it also has a very long life time. The measured noise level: 54 dba The welding smoke is led through a granulated activated carbon filter, that filters up to 99,997%. There is a signal for when the filter is clogged. We offer a number of practical hoses and arms in addition to several funnels. Even one with inserted LED- lighting.