Magnetic Abrasive Finishing Machine
Magnetic Abrasive Finishing is the latest concept in deburring and finishing small intricate parts. It uses stainless steel pins and balls that are held in a magnetic field. This magnetic field is then rotated at high speed where the strong agitation of the pins and balls will deburr and finish the parts. The finish on the parts will be a uniform short peening effect. Magnetic Barrel Finishing is ideal for light deburring on intricate parts with substantial labour cost savings as compared with manual deburring.

MBF-300 Model
- An excellent surface finish is obtained in a short time through the high -speed rotary motion of a magnet disc mounted in the compact machine.
- Workpieces, magnetic media and liquid are put in a plastic container with a lid. The container is then placed on the machine's top plate. The machine operator needs only to set the timer and press the switch.
- The workpieces, regardless of their number, receive the same uniform finish. Even workpieces with complicated shapes can be finished uniformly to produce the same glossy surface. The containers of various sizes and shapes can be used.
- These machines are ideal for finishing gold and platinum findings and mountings made by lost-wax casting. Ceramics and plastics can also be processed using the appropriate abrasives and barrel media.
| Technical Spec | MBF-100 | MBF-200 | MBF-300 | DMB-2 |
|---|---|---|---|---|
| Width x Depth x Height (mm) | 150 x 165 x 175 | 320 x 230 x 300 | 380 x 445 x 380 | 1030 x 640 x 1010 |
| Size of Top Plate (mm) | 120 x 120 | 200 | 300 x 300 | 888 x 350 |
| Workpiece container, Maximum | 110 mm dia. | 180 mm dia. | 290 mm dia. | |
| Magnet Disc Speed | 50 Hz, 1250 rpm | 50 Hz, 2800 rpm | 50 Hz, 0- 2000 rpm | 0-1800 rpm |
| Motor | 1 Ph, 25 W | 1 Ph, 200 W | 1 or 3 Ph, 400 W | 200V 750Wx2 |
| Timer, Maximum | 60 min | 60 min | 100 min | |
| Net Weight, Approx. | 5 kgs | 16 kgs | 36 kgs | 240 kg |
MBF-100 Model
DMB-2 Model
These polishing machines are used for polishing small non-ferrous metal materials. The workpieces and magnetic medium are put into a container. And placed the container on top of the machine. Then workpieces are vigorously rotated by a rotating magnetic field and get beautiful surface in a short time.
USE
- Fine burring
- Surface polishing
- Removal of oxide coating
- Pre- processing for plating
- Washing and others
WORKPIECE MATERIALS
- Brass
- Stainless-steel
- Aluminum
- Magnesium alloy
- Titanium
- Rigid plastic and others

Preparing Magnetic Barrel Finishing Machine to Process Parts
- Select the optimum media for the work being processed. Stainless-steel pins with a diameter of 00.2 - 1.0 mm are extremely effective as magnetic media. Pins of slightly different diameter and length may need to be used depending on the dimensions and shape of the work. Results may improve if pins are used in combination with stainless-steel rough balls (sold separately).
- The volume of water should be 25 - 35% of the total capacity of the container. Dilute the finishing compound 50 - 100 times. Depending on the media being used, better finishing results may be achieved by experimenting with the dilution ratio. As a general rule, a thicker solution is preferable when using thick pins, and a thinner solution preferable when using thin pins.
- The stainless-steel media supplied with the machine are stainless-steel pins of 00.5 and 00.3 mm diameter respectively. The amount of media used needs to be adjusted depending on such factors the size of the container, and the amount and quality of the work. For example, if using a 0310 mm container, the standard amounts are 3000 to 3500 cc of fluid, approximately 400 to 500 g of work, and 500 to 1500 of media. Any commercially available container may be used. However, if the lid lifts up during finishing, make appropriate adjustments by, for example, drilling holes in the lid. Be careful not to overfill the container with media. If too much media is used, not only will this overload the machine, but. it will also have the effect of reducing the polishing efficiency. As a guideline for checking that the correct amount of media is being used, check while the machine is operating that the media is swelling around the entire container and that it is not collecting at the bottom (the entire amount of media should be in motion). Note that the maximum container size that may be used with this machine is 0280mm, (usually <I> 260 mm) , and that the maximum processing weight is 800g ,media is 1.2kg at one time. Place the work being processed in the case (container). At this time, be sure to close the lid to prevent overflowing.
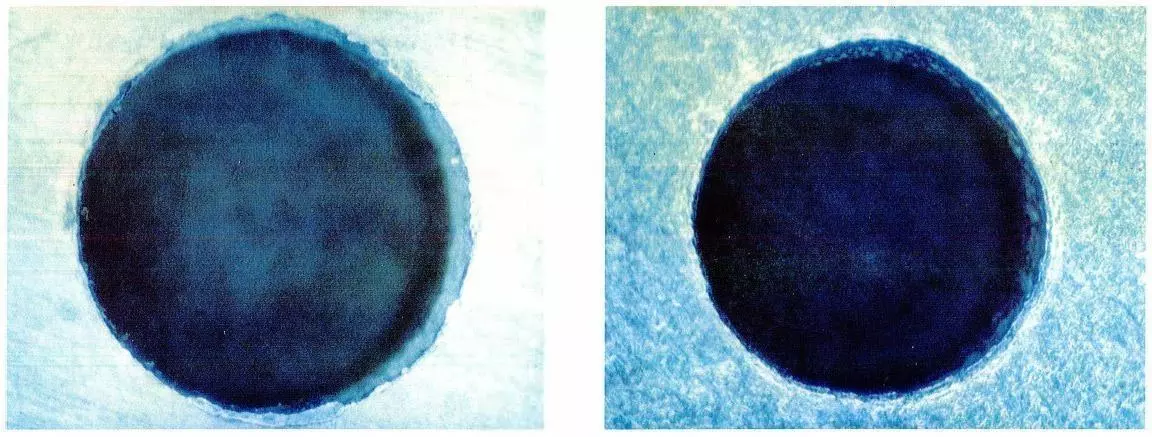
Before Magnetic Finishing
After Magnetic Finishing
How to operate the Magnetic Barrel Finishing Machine
- Once the media, finishing fluid, and work have been placed in the container, position the container roughly in the center of the top panel. If using several containers at the same time, position the containers symmetrically to the center of the top panel (do not position the containers so that they are out of the range of effective rotational flux, as an effective rotation will not be achieved). Because the top panel contains extremely powerful magnets, avoid operating the machine while wearing a watch, and under no circumstances place cards or other objects likely to be affected by magnetism near the machine. Also, because the top panel is made of resin, do not push the container down on the panel or otherwise subject it to undue pressure. Unless care is taken to ensure containers are not out of the range of effective rotational flux, effective rotation may not be achieved.
- Place the breaker switch in the up position to turn on the power. Turning the speed control knob changes the number of revolutions per minute. The scale is from 0 to 100. Use this as a guide in setting the speed.
- When the start switch is pressed, the work inside the container starts spinning together with the finishing fluid and media, producing a "swell" (circulation). The state of this "swell" will vary depending on such factors as the position of the container and the amount of media and finishing fluid. The most effective results are achieved when a backflow-like swell occurs, so experiment to see how such a swell 'can be achieved. In general, if there is insufficient finishing fluid, the swell· is strong in a vertical direction leaving a hollow in the center, and if there is an ample finishing fluid, a swell forms throughout the container.
- The finishing (setting) time will vary depending on such factors as the size, quality, and amount of the work, and the amount of media and finishing fluid. In the case of the removal of burrs, various factors will need to be considered, such as their size and condition. The machine is unsuitable for the removal of large burrs.
- The finishing time and amount of work placed in the container will vary depending on such factors as quality, shape, and the condition of any burrs. An important factor is finding the optimum finishing conditions. For example, it may be that there will be little change after 15 minutes, but a major difference after 20 minutes, or that using media of a different diameter will produce completely different results. By altering the conditions in this way, it should be possible to find the finishing method best suited to the work concerned.
- The CW and CCW timers are also set at the same time by turning the knobs. For example, when setting a processing time of 30 minutes, the total processing time is set at 30 minutes, but the CW and CCW timers may be set at 5 minutes each. In this case, the work will be finished in three successive cycles each consisting of 5 minutes of CW revolutions followed by 5 minutes of CCW revolutions.
- Once finishing has been completed. remove the container, take off the lid, and remove the work using tweezers, etc. Do not use your hands to remove the work, as the high water temperature may result in scalding or other injuries. Once removed, clean the work and remove any excess media, then wipe down and dry with a dryer, etc. At this time, check to make sure no media is still attached to the work. Methods for sorting the work from the media vary depending on the work, but in the case of nonmagnetic material such as brass or aluminum, the media may be removed using a magnet. Alternatively, the work may be removed using a screen, etc. Sorting particularly fine work may be time consuming, so experiment to find the most suitable method. Note that the best results are usually achieved if the sorted work is quickly cleaned and dried with a dryer, etc. so that no water drops, etc. remain.