Reparación y mantenimiento de asientos de válvulas industriales
Estos procesos de lapeado de asientos de válvulas están bien establecidos, son repetibles y los utilizan en todo el mundo los principales fabricantes multinacionales de sellos y válvulas, así como los departamentos de mantenimiento de instalaciones de petróleo y gas.
Alcance del trabajo: Lapear dos asientos planos mostrando dos acabados de proceso, un lapeado y un pulido.
Equipo utilizado para la Etapa 1 (Vuelta):
- Máquina lapeadora/pulidora Kemet 15”
- Placa de lapeado Kemet Cobre SP2
- Medidor de planitud Kemet
- Lechada tipo k de 6 micras
- Portapieza perfilado
Equipo utilizado para la Etapa 2 (Polaco):
- Máquina lapeadora/pulidora Kemet 15”
- Paño de pulido ASFL
- Medidor de planitud Kemet
- 3 micras tipo K estándar
- Líquido de limpieza co42
- Anillo de control con revestimiento de plástico
- Portapieza perfilado
Desglose del proceso para asientos de válvulas
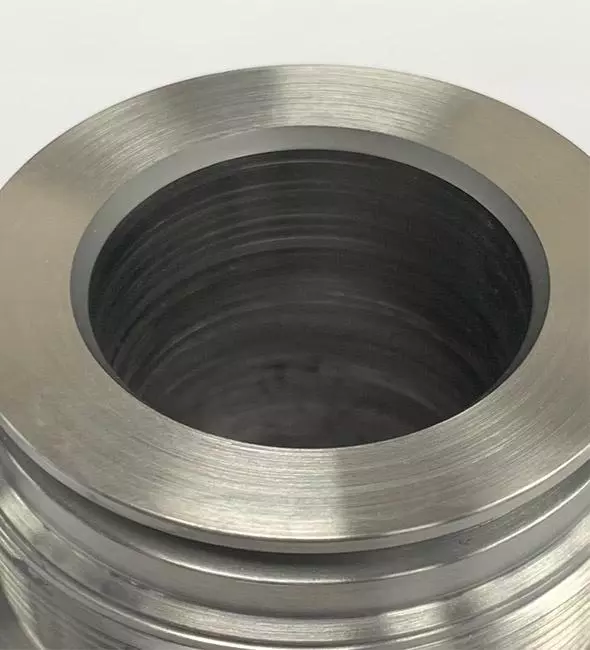
Se colocaron 2 asientos en un anillo de control de 15” en un disco lapeador Kemet SP2 de cobre y se corrieron durante 5 minutos para eliminar daños y limpiar; A continuación, se comprobó la planitud de las piezas. Posteriormente, se colocó 1 asiento en un anillo de control con revestimiento de plástico y se pasó por un paño de pulido ASFL durante 2 minutos.

Asiento de válvula dañado

limpieza etapa 1

Pulido de etapa 2
1 banda de luz en el asiento de la válvula

Después de la Etapa 1

1 banda de luz en el asiento de la válvula
Alcance del trabajo: Superponer 4 superficies biseladas en 2 asientos de válvulas de retención de diferentes tamaños según los requisitos de Drg.
Equipamiento usado:
- Máquina pulidora esférica Kemet SPM
- Fijación hecha a medida
- 2 x vueltas de bola de máquina
- Pasta de carburo de silicio de 9,3 micras
- Líquido lubricante OS
- Líquido de limpieza co42
Desglose del proceso para asientos de válvulas de retención
Se colocó 1 asiento de válvula de retención en el mandril de 3 mordazas con la cara biselada que necesita lapearse hacia arriba, se aplicó una pequeña cantidad de pasta de carburo de silicio de 9,3 micras a la cara y a la herramienta de lapeado mecanizada que luego se deslizó en el manguito del eje mediante los pasadores de impulsión que se ubican en las ranuras de cada lado, se aplica un poco de líquido lubricante OS a la cara biselada y luego se baja el plato lapeador, con el barrido deseado y las velocidades de impulsión ajustadas para adaptarse a la máquina, se hace funcionar durante 5 minutos hasta que la cara parezca limpia arriba, el asiento de la válvula de retención se retira y se limpia con líquido de limpieza Co42.

Antes de procesar el asiento de la válvula de retención