Industrielle Ventilsitzreparatur und -wartung
Diese Verfahren zum Läppen von Ventilsitzen sind etabliert, wiederholbar und werden weltweit von großen multinationalen Dichtungs- und Ventilherstellern sowie von Wartungsabteilungen von Öl- und Gasanlagen eingesetzt.
Umfang der Arbeit: Läppen von zwei flachen Ventilsitzen mit zwei Bearbeitungsstufen, einmal Läppen und einmal Polieren.
Für Stufe 1 (Läppen) verwendete Ausrüstung:
- Kemet 15" Läppmaschinen
- Kemet Kupfer SP2 Läppplatte
- Kemet Ebenheitsmessgerät
- Diamant Aufschlämmung Typ K 6 µm
- angepasster Werkstückhalter
Für Stufe 2 (Polieren) verwendete Ausrüstung:
- Kemet 15" Läpp-/Poliermaschine
- ASFL-Poliertuch
- Kemet Ebenheitsmessgerät
- Diamant Aufschlämmung 3 µm Typ K std
- Co42-Reinigungsflüssigkeit
- Kunststoffbeschichteter Kontrollring
- angepasster Werkstückhalter
Prozessaufteilung für Ventilsitze
2 Sitze wurden in einen Abrichtring auf eine ebene Kemet Kupferplatte SP2 gelegt und 5 Minuten lang bearbeitet, um Beschädigungen zu beseitigen. Die Teile wurden gereinigt und ihre Ebenheit überprüft. Ein Sitz wurde in einen Abrichtring mit Kunststoffverkleidung gelegt und 2 Minuten lang auf einem ASFL-Poliertuch bearbeitet.

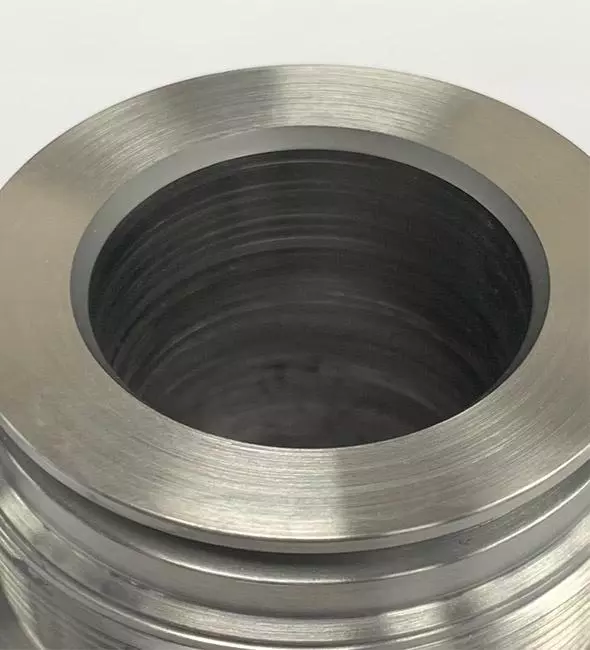
Beschädigter Ventilsitz

Stufe 1 Läppen

Stufe 2 Polieren
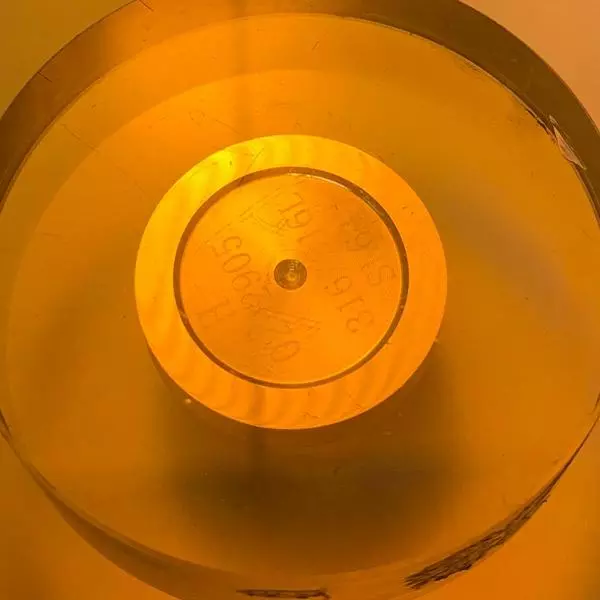
1 Lichtband am Ventilsitz

Nach Stufe 1

1 Lichtband am Ventilsitz
Umfang der Arbeit: Überschleifen von 4 abgeschrägten Oberflächen auf 2 Rückschlagventilsitzen unterschiedlicher Größe nach Zeichnung-Anforderungen.
Verwendete Ausrüstung:
- Kemet SPM Sphärische Poliermaschine
- Speziell angefertigte Aufnahme-Vorrichtungen
- 2 angepasste Läppwerkzeuge
- 9,3 µm Siliziumkarbidpaste
- OS-Schmiermittel
- Co42 Reinigungsmittel
Prozessgliederung für Rückschlagventilsitze
1 x Rückschlagventilsitz wurde mit der zu läppenden abgeschrägten Fläche nach oben in das 3-Backen-Futter eingesetzt. Eine kleine Menge 9. 3 µm Siliziumkarbidpaste wurde auf die Fläche und auf das angepasste Läppwerkzeug aufgetragen, das dann in die Dornhülse geschoben wird, wobei die Antriebsstifte in die Schlitze auf jeder Seite eingreifen. Etwas OS-Schmierflüssigkeit wird auf die abgeschrägte Fläche aufgetragen. Das Läppwerkzeug wird abgesenkt, die gewünschte Laufzeit und Antriebsgeschwindigkeiten entsprechend eingestellt. Die Maschine wird 5 Minuten lang betrieben, bis die Fläche einheitlich erscheint.

Rückschlagventilsitz vor der Bearbeitung