Refining the Surface of Cobalt Chrome
Orthopaedic implants require a high level of precision, and cobalt chrome (Co-Cr) alloy is an ideal material for these applications. To achieve the necessary dimensional accuracy, lapping and polishing processes are commonly used. For many years, Kemet has collaborated with leading manufacturers to refine cobalt chrome parts to meet the most stringent flatness and surface finish specifications.
Surface finishing process of two W604 cobalt chrome cups using the Kemet Spherical polisher
The equipment used for the surface finishing process includes the Kemet Spherical polisher, cast iron lap, MRE cloth, Kemet Diamond paste 1-KC547, OS lubricating fluid, CO-42 cleaning fluid, and precise tooling.
Process
The MRE cloth was used with 1-KC547 diamond compound and two sprays of OS lubricating fluid at 40 psi pressure. The run time for each cup was 20 minutes. To avoid scratching around the rim, three felts were placed on top of the lap. The cups were then placed on the lap, and the polishing process was initiated.
Results
After the surface finishing process, no pips were visible in the cups, and no scratches were visible at the rim. Lapping with silicon carbide was not required to achieve the desired results. The use of MRE cloth and 1-KC547 diamond compound helped to achieve a mirror-like surface finish within the desired time frame.
After Surface Finishing Cobalt Chrome

Cobalt chrome is a popular material for orthopaedic implants due to its biocompatibility and mechanical strength. One critical requirement for these implants is a mirror-like surface finish. Achieving this level of finish requires specialized equipment and techniques.
The primary equipment used for this process is the Kemet Spherical polisher, which utilizes a cast iron lap and NLH cloth. The following materials were also used:
- Kemet Diamond Paste 14-KD-C2 and 1-KC547
- OS lubricating fluid
- CO-42 cleaning fluid
- Precise tooling
Process
The process used to mirror polish the cobalt chrome balls involved two stages. The first stage used NLH cloth with 14-KD-C2 diamond compound and two sprays of OS lubricating fluid at 30 psi pressure. The run time for this stage was 10 minutes. The second stage utilized NLH cloth with 1-KC547 diamond compound and two sprays of OS lubricating fluid at 30 psi pressure. The run time for this stage was also 10 minutes. The total run time per part was 20 minutes.
Results
After the polishing process was completed, the surface finish was measured at the top of the ball, achieving a Ra of 0.0084 µm. The polishing process was successful as no scratches were visible under x5 microscope. The process required two stages, which reduced the polishing time to under 25 minutes. Notably, lapping with silicon carbide was not required.
After Surface Finishing Cobalt Chrome

Cobalt chrome cups are widely used in the medical industry as prosthetic implants. Achieving the required surface finish and dimensional accuracy for these cups is of utmost importance to ensure proper functionality and longevity. Below is a process for mirror polishing 12 cobalt chrome cups with a diameter of 50mm using Kemet Spherical polisher.
The equipment used in this process includes Kemet Spherical polisher, cast iron lap, NLH cloth, Kemet Diamond paste 1-KC547, OS lubricating fluid, CO-42 cleaning fluid, and precise tooling.
Process
To begin the process, the lap was fitted to the drive boss of the spherical polisher. A square of NLH cloth was placed on top of the lap, and 1-KC547 diamond compound was applied to the middle of the cloth. The machined cobalt chrome cup was then pushed onto the machined shaft and inserted into the yoke holder. A slight spray of OS lubricating fluid was applied, and the cup was run for 15-20 minutes until it was polished to the required surface finish.
It is important to note that the angle of the sweep for polishing the cups was changed compared to the angle of sweep for polishing the heads.
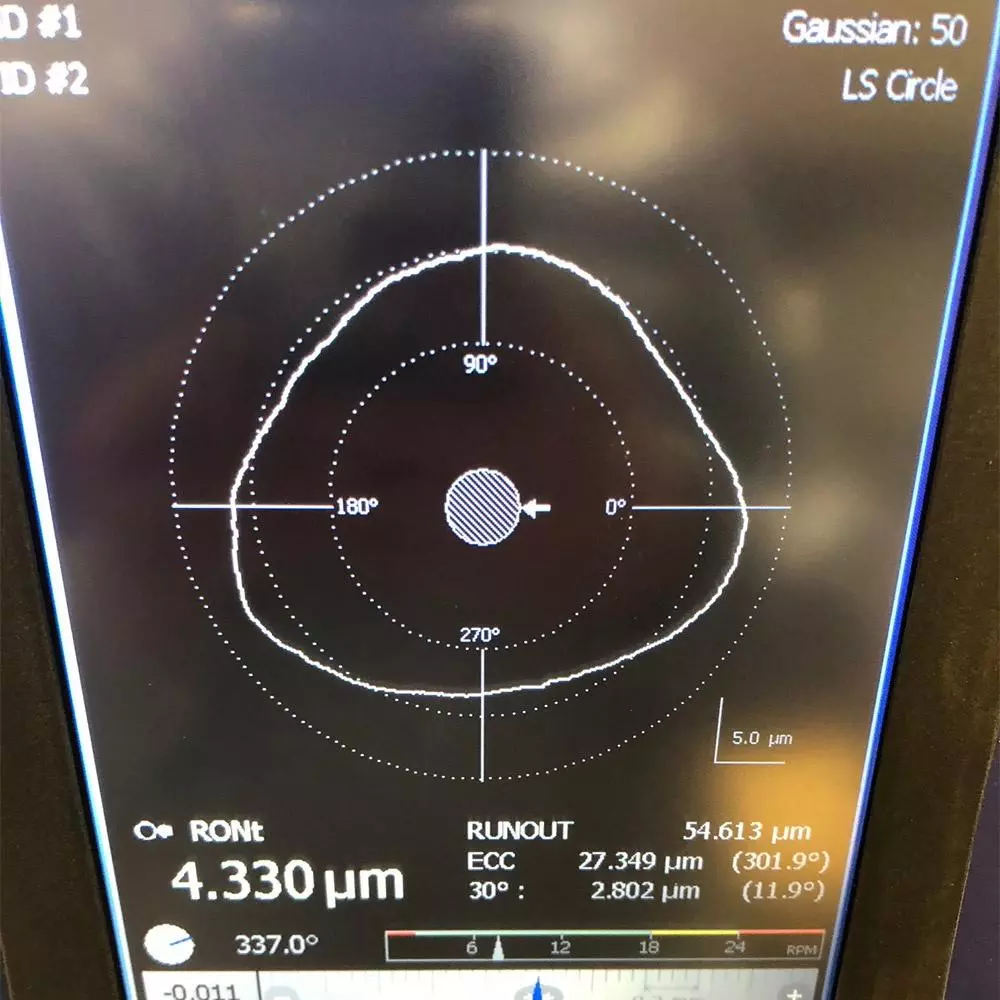
Results
After polishing the 12 cobalt chrome cups using the process outlined above, the surface finish achieved was 0.0122 µm, and the roundness was 4.33 µm. The results demonstrate the effectiveness of the process for achieving the required surface finish and dimensional accuracy for cobalt chrome cups.
After Surface Finishing Cobalt Chrome