Refinando la Superficie de Cobalto-Cromo
Los implantes ortopédicos requieren un alto nivel de precisión, y la aleación de cobalto-cromo (Co-Cr) es un material ideal para estas aplicaciones. Para lograr la precisión dimensional necesaria, se utilizan comúnmente procesos de lapado y pulido. Durante muchos años, Kemet ha colaborado con los principales fabricantes para refinar las piezas de cobalto-cromo y cumplir con las especificaciones más estrictas de planitud y acabado superficial.
Proceso de acabado superficial de dos copas de cobalto-cromo W604 utilizando el Pulidor Esférico Kemet
El equipo utilizado para el proceso de acabado superficial incluye el Pulidor Esférico Kemet, plato de hierro fundido, tela MRE, Pasta de diamante Kemet 1-KC547, fluido lubricante OS, fluido de limpieza CO-42 y herramientas precisas.
Proceso
La tela MRE se utilizó con el compuesto de diamante 1-KC547 y dos pulverizaciones de fluido lubricante OS a una presión de 40 psi. El tiempo de ejecución para cada copa fue de 20 minutos. Para evitar arañazos alrededor del borde, se colocaron tres fieltros en la parte superior del plato. Las copas se colocaron sobre el plato y se inició el proceso de pulido.
Resultados
Después del proceso de acabado superficial, no se observaban puntos en las copas ni arañazos en el borde. No se requirió lapado con carburo de silicio para lograr los resultados deseados. El uso de la tela MRE y el compuesto de diamante 1-KC547 ayudó a lograr un acabado superficial similar a un espejo dentro del tiempo deseado.
Después del Acabado Superficial de Cobalto-Cromo

El cobalto-cromo es un material popular para implantes ortopédicos debido a su biocompatibilidad y resistencia mecánica. Un requisito crítico para estos implantes es un acabado superficial similar a un espejo. Lograr este nivel de acabado requiere equipos y técnicas especializadas.
El equipo principal utilizado para este proceso es el Pulidor Esférico Kemet, que utiliza un plato de hierro fundido y tela NLH. También se utilizaron los siguientes materiales:
- Pasta de Diamante Kemet 14-KD-C2 y 1-KC547
- Fluido lubricante OS
- Fluido de limpieza CO-42
- Herramientas precisas
Proceso
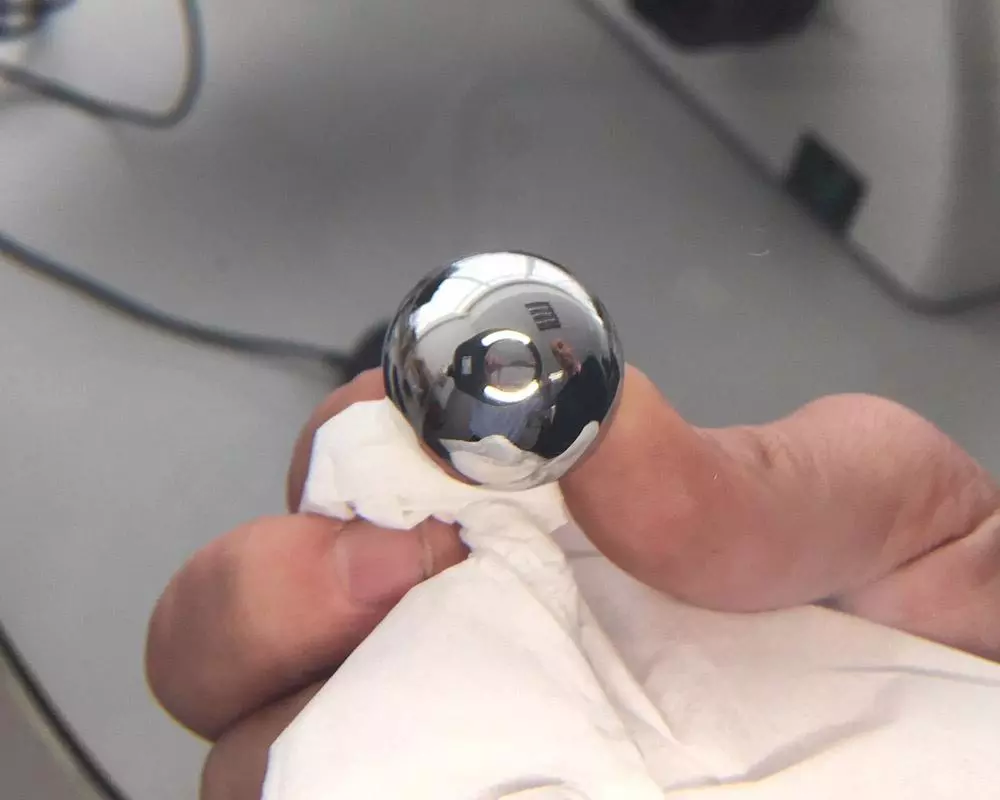
El proceso utilizado para pulir a espejo las bolas de cobalto-cromo involucró dos etapas. La primera etapa utilizó tela NLH con compuesto de diamante 14-KD-C2 y dos pulverizaciones de fluido lubricante OS a una presión de 30 psi. El tiempo de ejecución para esta etapa fue de 10 minutos. La segunda etapa utilizó tela NLH con compuesto de diamante 1-KC547 y dos pulverizaciones de fluido lubricante OS a una presión de 30 psi. El tiempo de ejecución para esta etapa también fue de 10 minutos. El tiempo total de ejecución por pieza fue de 20 minutos.
Resultados
Después de completar el proceso de pulido, el acabado superficial se midió en la parte superior de la bola, logrando un Ra de 0.0084 µm. El proceso de pulido fue exitoso, ya que no se observaron arañazos bajo un microscopio x5. El proceso requirió dos etapas, lo que redujo el tiempo de pulido a menos de 25 minutos. Notablemente, no se requirió lapado con carburo de silicio.
Después del Acabado Superficial de Cobalto-Cromo

Las copas de cobalto-cromo se utilizan ampliamente en la industria médica como implantes protésicos. Lograr el acabado superficial requerido y la precisión dimensional para estas copas es de suma importancia para asegurar la funcionalidad y longevidad adecuadas. A continuación, se presenta un proceso para pulir a espejo 12 copas de cobalto-cromo con un diámetro de 50mm utilizando el Pulidor Esférico Kemet.
El equipo utilizado en este proceso incluye el Pulidor Esférico Kemet, plato de hierro fundido, tela NLH, Pasta de diamante Kemet 1-KC547, fluido lubricante OS, fluido de limpieza CO-42 y herramientas precisas.
Proceso
Para comenzar el proceso, el plato se ajustó al eje de transmisión del pulidor esférico. Se colocó un cuadrado de tela NLH sobre el plato y se aplicó compuesto de diamante 1-KC547 en el centro de la tela. La copa de cobalto-cromo mecanizada se empujó sobre el eje mecanizado y se insertó en el soporte de yugo. Se aplicó una ligera pulverización de fluido lubricante OS y la copa se ejecutó durante 15-20 minutos hasta que se pulió al acabado superficial requerido.
Es importante notar que el ángulo de barrido para pulir las copas se cambió en comparación con el ángulo de barrido para pulir las cabezas.
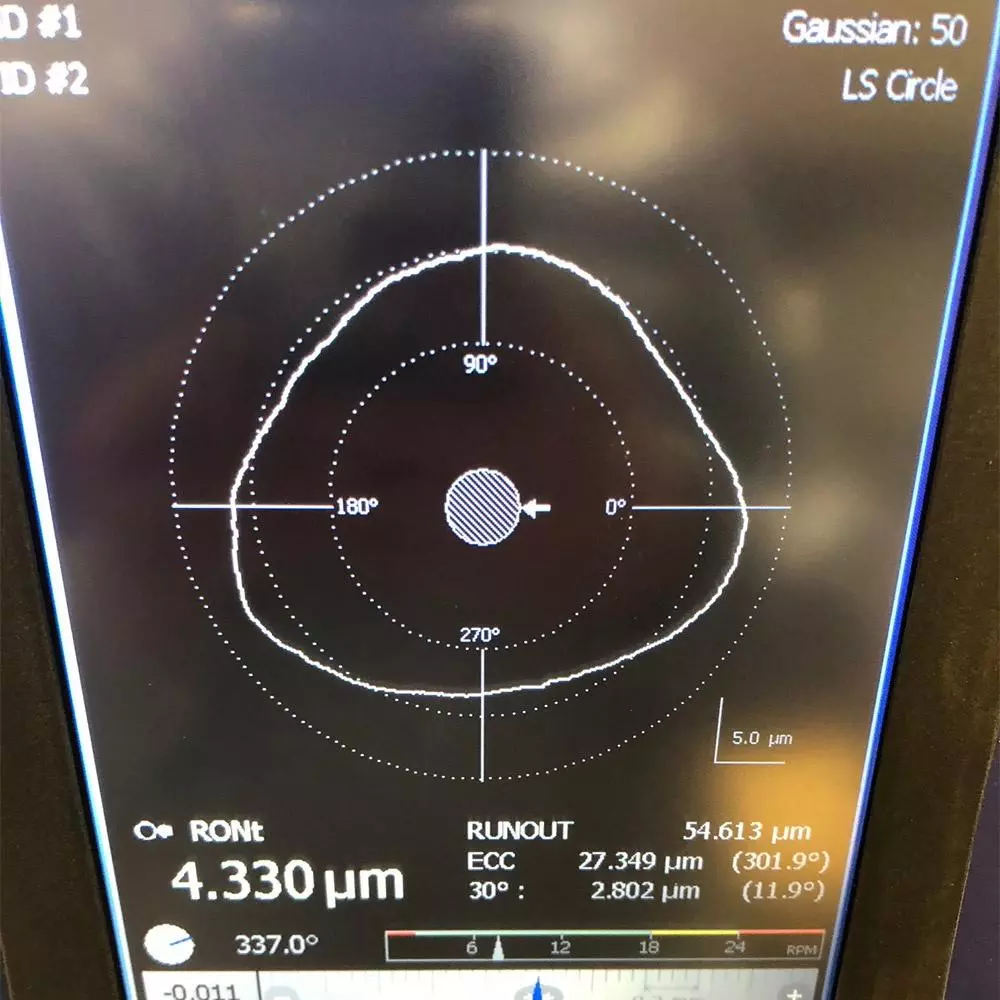
Resultados
Después de pulir las 12 copas de cobalto-cromo utilizando el proceso descrito anteriormente, el acabado superficial logrado fue de 0.0122 µm, y la redondez fue de 4.33 µm. Los resultados demuestran la efectividad del proceso para lograr el acabado superficial y la precisión dimensional requeridos para las copas de cobalto-cromo.
Después del Acabado Superficial de Cobalto-Cromo