Reparación y mantenimiento de cuerpos y tapas de válvulas de alivio de presión
La válvula de alivio de presión típica consta de un cuerpo y una tapa. El lapeado plano de cada pieza requiere un proceso de lapeado similar, pero con una técnica diferente.
En ambos casos se utiliza una placa de lapeado de hierro Kemet con Diamante líquido tipo K de 3 micras y Fluido lubricante tipo K. Las dos técnicas son las siguientes:
Tapas de alivio de presión
La mayoría de las tapas de alivio de presión tienen un centro cónico elevado. Esto hace que sea necesario utilizar un Placa de lapeado de hierro Kemet con ranuras anulares donde la ranura es espacio libre para el área cónica. Una sola placa de lapeado ranurada anular generalmente puede lapear 2 de los 8 o 9 tamaños de tapa de válvula más populares. Por lo general, una gama de 4 placas de hierro Kemet ranurados anulares puede procesar la mayoría de las tapas.
El método utilizado es colocar la tapa dentro del anillo de acondicionamiento de la máquina (generalmente de 15”) y usar una bola de acero de 500 gramos encima de la tapa para aplicar presión. Los tiempos de vuelta son cortos, generalmente de 3 a 5 minutos.
Cuerpos de válvulas de alivio de presión
Por lo general, son muy pesados y la cara de sellado mide sólo 2 mm aproximadamente. Estos se pueden lapear/pulir en una placa de lapeado de hierro Kemet estándar de 15” de diámetro. El punto importante a tener en cuenta es que el cuerpo debe estar apoyado en su área de contacto con el regazo para evitar que se vuelque por arrastre. Una arandela de acero es la más adecuada. Consulte los dibujos de esta sección para conocer las posiciones de pulido del cuerpo de la válvula y la tapa.

Lapeado de válvulas de corredera paralela
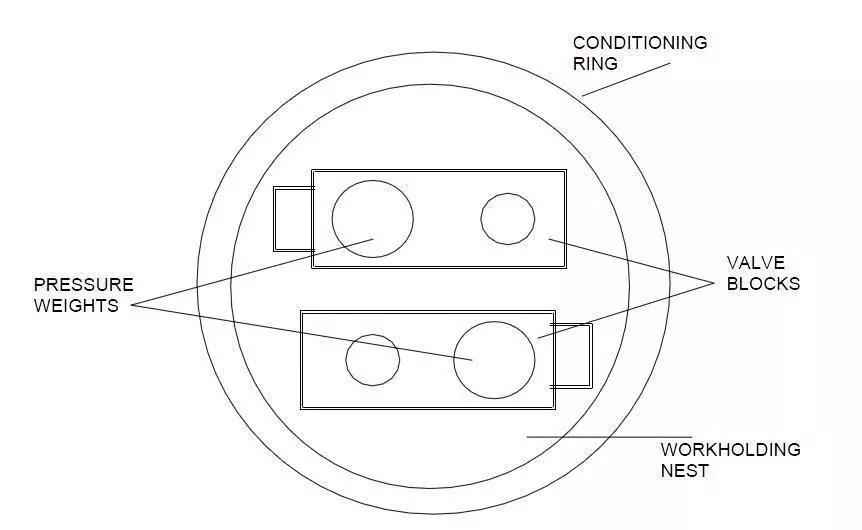
Parallel Slide Valves are usually metal blocks with a large hole at one end (see sketch below). Es importante lapearlos planos y paralelos, algo que el agujero puede dificultar.
El método comúnmente usado es colocar uno o más bloques de válvulas dentro del Anillo acondicionador y ubicarlo en un portapiezas de tipo nido. Luego se coloca un peso en el área sólida del bloque, el doble del peso del material removido por el agujero??. Se usa una almohadilla antideslizante para mantenerlo en su posición (vea el croquis de esta sección).
Para este trabajo se utilizan normalmente máquinas lapeadoras de 24” (600 mm) de diámetro o superiores equipadas con sistemas Kemet Iron. El diamante líquido tipo K de 8 micras y el fluido lubricante tipo K se utilizan normalmente para producir superficies mejores que 2 Ra μ . Un tiempo de vuelta típico desde el suelo sería de 10 a 15 minutos.