材料試験のサンプル準備方法
材料試験は、エンジニアリング、製造、研究など、さまざまな産業において重要な側面です。材料の正確な試験は、所定の品質基準を満たし、安全かつ効果的に所定の機能を果たすことを確認するために不可欠です。材料試験の重要なステップの1つは、サンプルの準備です。材料を試験するための準備には、その材料の特性、望ましい試験結果、試験機器および方法などを慎重に考慮する必要があります。
Kemet Micrologueは、さまざまな材料試験の準備方法とその方法の適用によって得られた結果を詳細に説明した多くのケーススタディを含む包括的なリソースです。これらのケーススタディは、アプリケーションラボで実施された広範で集中的な作業の結論を表しています。ラボの研究チームは、切断、研削、研磨、エッチングなどのさまざまなサンプル準備技術を探求しました。これらの技術は、金属、セラミックス、ポリマー、複合材料などの材料のサンプルを、マイクロ硬さ、微細構造解析、表面解析などのさまざまな試験方法に備えるために使用されます。
Kemet Micrologueで紹介されているケーススタディは、サンプルの準備に使用される異なる技術、それらの利点と制限、およびサンプルの準備が試験結果の精度と信頼性に与える影響について説明しています。これらの研究はまた、材料の種類、サンプルのサイズと形状、望ましい試験結果、および使用される機器や消耗品など、さまざまな要因がサンプルの準備に与える影響についての洞察も提供しています。
免責事項: 材料試験の準備技術は、参考のためのものです。Kemetはこれらがまず非クリティカルなサンプルでテストされるべきであり、Kemetの機器と消耗品を使用した最適なプロセスを確立するのに役立つ無料のトライアルを提供しています。
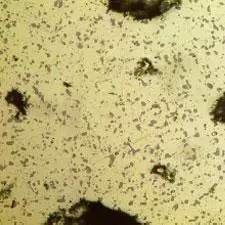
材料: 3343 ハイスピードスチール
結果: 標準のハイスピードスチールグレード。鋼は微細で均一なカーバイド、高い靭性、および優れた熱可塑性を有しています。バランスの取れた合金組成による高い靭性と良好な切削力により、さまざまなアプリケーションに適しています。DIN 1.3343合金鋼は、一般的なカッター、大型および熱可塑性成形カッター、冷間押出し金型などの高負荷下での耐摩耗部品を製造できます。
微細構造は、マルテンサイトの行列中の溶解されていない余分なカーバイドで構成されています。これらのカーバイドはおそらくM6C(Mがモリブデンまたはタングステンのいずれかである)およびバナジウムカーバイド(VC)のタイプです。
エッチング: 2% Nital 溶液
切断: TRENO-M カットオフホイール
マウンティング: ECOPRESS 102 マウンティングプレス(エポキシ)
機械的な準備: Forcipol 102 研磨 / ポリッシュマシン + FORCIMAT オートマチックスペシメンムーバー
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | ダイヤモンド研削ディスク | 76μ ダイヤモンド | 水 | 30 | 2 | 300 CCW | 100 CW |
| 最終研削 | ダイヤモンド研削ディスク | 15μ ダイヤモンド | 水 | 35 | 4 | 300 CCW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 30 | 4 | 150 CCW | 50 CW |
| ポリッシュステップ 2 | NFC | AquaPol M 1μ | W9 | 20 | 2 | 150 CCW | 50 CW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 15 | 2 | 150 CCW | 50 CW |
拡大率: 200倍

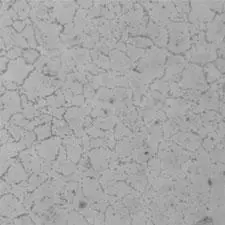
材料: 20MnCr5 ケース硬化鋼
結果: 20MnCr5の主な応用分野は、ギアホイール、ドライブライン部品、シャフト、ピンなどで、高い硬度の表面と優れた靭性耐性が必要です。硬化表面は微細構造イメージに従って得ることができます。
エッチング: 2% Nital 溶液
切断: TRENO-M カットオフホイール.
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(エポキシ)
機械的な準備: Forcipol 102 研磨およびポリッシュ システム。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | ダイヤモンド研削ディスク | 76μ ダイヤモンド | 水 | 20 | 1 | 250 CCW | 75 CW |
| 最終研削 | ダイヤモンド研削ディスク | 15μ ダイヤモンド | 水 | 30 | 3 | 300 CCW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 25 | 4 | 150 CCW | 50 CW |
| ポリッシュステップ 2 | NFC | AquaPol M 1μ | W9 | 15 | 2 | 150 CCW | 50 CW |
| 最終ポリッシュ | NSH-B | AquaPol M 0.25μ | W9 | 15 | 1 | 150 CCW | 50 CW |
拡大率: 100倍

材料: AISI 1050 スチール
結果: 微細構造分析によれば、パーライト(暗い島)およびフェライト(明るい背景)相が簡単に検出できます。
エッチング: 2% Nital 溶液
切断: TRENO-M ットオフホイール
マウンティング: ECOPRESS 102 マウンティング プレス(エポキシ)
機械的な準備: Forcipol 102 研磨およびポリッシュ システム。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | ダイヤモンド研削ディスク | 76µ ダイヤモンド | 水 | 25 | 1 | 300 CCW | 100 CW |
| 最終研削 | ダイヤモンド研削ディスク | 15µ ダイヤモンド | 水 | 30 | 2 | 300 CCW | 100 CW |
| ポリッシュステップ 1 | MRE | AquaPol M 6µ | W9 | 30 | 2 | 300 CCW | 75 CW |
| ポリッシュステップ 2 | MBL | AquaPol M 3µ | W9 | 30 | 2 | 300 CCW | 75 CW |
| 最終ポリッシュ | NFC | AquaPol M 1µ | W9 | 25 | 2 | 250 CCW | 50 CW |
拡大率: 100倍

材料: BRASS (CuZn39Pb3)
結果: 真鍮は銅と亜鉛の合金です。有利な特性を付与するために他の合金元素もわずかに含まれる場合があります。真鍮は高い耐食性と高い引張強度を有しています。また、熱間鍛造による加工にも適しています
真鍮合金CW614Nは加工に使用されます。これには機加工性を向上させるために鉛が含まれています。
鉛入り真鍮の微細構造には、主に粒界またはインターデンドリティック領域に離散した鉛粒子が含まれています。鉛は真鍮の微細構造に不溶であり、ソフトな粒子はチップブレーカーとして機能します。明るい領域はα相で、暗い領域はβ相です。
エッチング: 10% 硝酸溶液
切断: TRENO-NF カットオフホイール.
マウンティング: ECOPRESS 102 マウンティングプレス(エポキシ)
機械的な準備: Forcipol 202 研磨 / ポリッシュ マシン。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 600 粒度の | 水 | 25 | 1分または平らになるまで | 200 CCW | 100 CCW |
| 研削ステップ 2 | Met ディスクペーパー | 1200 粒度の | 水 | 25 | 2 | 200 CCW | 100 CCW |
| 最終研削. | Met ディスクペーパー | 2000 粒度の | 水 | 30 | 2 | 250 CCW | 100 CCW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 20 | 3 | 200 CW | 100 CCW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 20 | 2 | 200 CW | 50 CCW |
拡大率: 200倍

材料: 鋳鉄(GG30層状)
結果: 層状黒鉛鋳鉄は、良好な耐食性と耐摩耗性、黒鉛層の潤滑効果、および金属成形能力を有しています。硬化するための熱処理には適していません。主な応用分野はピストンリングの製造です。微細構造分析によれば、層状黒鉛相が簡単に観察できます。
エッチング: 2% Nital 溶液
切断: TRENO-M カットオフホイール.
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(エポキシ)
機械的な準備: Forcipol 102 研磨およびポリッシュ システム。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 240 粒度の | 水 | 20 | 1分または平らになるまで | 250 CCW | 75 CW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 25 | 2 | 250 CCW | 100 CW |
| 最終研削 | Met ディスクペーパー | 1200 粒度の | 水 | 25 | 2 | 250 CCW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 25 | 2 | 200 CCW | 75 CW |
| 最終ポリッシュ | NFC | アルミナサスペンション No.1 | 水 | 20 | 2 | 200 CCW | 50 CW |
拡大率: 100倍

材料: シルバー
切断: TRENO HP カットオフホイール.
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(エポキシ)
機械的な準備: Forcipol 202 研磨 / ポリッシュ マシン + FORCIMAT オートマチック スペシメン ムーバ
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 320 粒度の | 水 | 20 | 1分または平らになるまで | 250 CW | 100 CW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 25 | 2 | 250 CW | 100 CW |
| 最終研削 | Met ディスクペーパー | 1200 粒度の | 水 | 20 | 2 | 250 CW | 100 CW |
| ポリッシュステップ 1 | MRE | AquaPol M 6μ | W9 | 25 | 3 | 150 CCW | 75 CW |
| 最終ポリッシュ | NFC | AquaPol M 1μ | W9 | 20 | 2 | 150 CCW | 50 CW |
拡大率: 500倍
材料: Ti グレード 2
エッチング: クロール溶液
切断: TRENO-HP カットオフホイール.
マウンティング: ECOPRESS 102 マウンティング プレス(フェノール炭素導電性レジン600176)
機械的な準備: Forcipol 202 研磨 / ポリッシュ マシン + FORCIMAT オートマチック スペシメン ムーバー。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 240 粒度の | 水 | 10 | 2分または平らになるまで | 250 CW | 100 CW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 10 | 2 | 250 CW | 100 CW |
| 研削ステップ 3 | Met ディスクペーパー | 1200 粒度の | 水 | 10 | 2 | 250 CW | 100 CW |
| 最終研削 | Met ディスクペーパー | 2500 粒度の | 水 | 10 | 3 | 250 CW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 35 | 5 | 150 CW | 75 CCW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 35 | 10 | 100 CW | 50 CCW |
拡大率: 200倍

材料: Ti6Al4V
エッチング: クロール溶液
切断: TRENO-HP カットオフホイール.
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(フェノール炭素導電性レジン600176)
機械的な準備: Forcipol 202 + FORCIMAT オートマチック スペシメン ムーバー。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 240 粒度の | 水 | 10 | 平らになるまで | 250 CW | 100 CCW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| 研削ステップ 3 | Met ディスクペーパー | 1200 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| 最終研削 | Met ディスクペーパー | 2500 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 35 | 5 | 150 CW | 75 CCW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 35 | 5 | 100 CW | 50 CCW |
拡大率: 1000倍

材料: Ti6Al7Nb
エッチング: クロール溶液
切断: TRENO-HP カットオフホイール。
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(フェノール炭素導電性レジン600176)
機械的な準備: Forcipol 202 研磨およびポリッシュ システム。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 240 粒度の | 水 | 10 | 平らになるまで | 250 CW | 100 CCW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| 研削ステップ 3 | Met ディスクペーパー | 1200 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| 最終研削 | Met ディスクペーパー | 2500 粒度の | 水 | 10 | 2 | 250 CW | 100 CCW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 35 | 5 | 150 CW | 75 CCW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 35 | 5 | 100 CW | 50 CCW |
拡大率: 500倍

材料: ウッド
切断: ダイヤモンド カットオフ ホイール
マウンティング: KEPTエポキシレジンおよびハードナーキットでのコールドマウンティング
機械的な準備: Forcipol 202 研磨およびポリッシュ システム。

| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 320 粒度の | 水 | 20 | 平らになるまで | 250 CW | 100 CW |
| 研削ステップ 2 | Met ディスクペーパー | 600 粒度の | 水 | 20 | 1 | 250 CW | 100 CW |
| 研削ステップ 3 | Met ディスクペーパー | 1200 粒度の | 水 | 20 | 1 | 250 CW | 100 CW |
| 最終研削 | Met ディスクペーパー | 2500 粒度の | 水 | 20 | 2 | 250 CW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 30 | 5 | 150 CW | 75 CCW |
| 最終ポリッシュ | CHEM-H パッド | COL-K(NC) | コロイダルシリカ | 20 | 2 | 100 CW | 50 CCW |
拡大率: 200倍

材料: ジルコン
マウンティング: ECOPRESS 102 マウンティング プレス(アクリル600810
機械的な準備: Forcipol 202 研磨 / ポリッシュ マシン + FORCIMAT オートマチック スペシメン ムーバー。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 600 粒度の | 水 | 10 | 平らになるまで | 200 CCW | 100 CW |
| 研削ステップ 2 | Met ディスクペーパー | 1000 粒度の | 水 | 10 | 2 | 200 CCW | 100 CW |
| 研削ステップ 3 | Met ディスクペーパー | 2000 粒度の | 水 | 10 | 2 | 200 CCW | 100 CW |
| 最終研削 | Met ディスクペーパー | 4000 粒度の | 水 | 10 | 2 | 200 CCW | 100 CW |
| ポリッシュステップ 1 | MBL | AquaPol M 3μ | W9 | 20 | 2 | 150 CCW | 50 CW |
| 最終ポリッシュ | ASR | AquaPol M 1μ | W9 | 20 | 2 | 150 CCW | 50 CW |
拡大率: 100倍

材料: AlSi8Cu3Fe
切断: TRENO-NF カットオフホイール.
マウンティング: ECOPRESS 102 オートマチック マウンティング プレス(エポキシ)
機械的な準備: Forcipol 102 研磨およびポリッシュ システム。
| パラメータ / ステージ | 表面 | 研削剤 | 潤滑剤 | サンプルあたりの力、(N) | 時間(分) | ディスク速度、rpm | ヘッド速度、rpm |
|---|---|---|---|---|---|---|---|
| 研削ステップ 1 | Met ディスクペーパー | 400 粒度の | 水 | 10 | 平らになるまで | 250 CW | 100 CW |
| 研削ステップ 2 | Met ディスクペーパー | 800 粒度の | 水 | 10 | 2 | 250 CW | 100 CW |
| 研削ステップ 3 | Met ディスクペーパー | 1200 粒度の | 水 | 10 | 2 | 250 CW | 100 CW |
| 最終研削 | Met ディスクペーパー | 2500 粒度の | 水 | 10 | 3 | 250 CW | 100 CW |
| ポリッシュステップ 1 | MRE | AquaPol M 6µ | W9 | 20 | 4 | 150 CW | 75 CCW |
| 最終ポリッシュ | NFC | AquaPol M 1µ | W9 | 20 | 2 | 150 CW | 50 CCW |
拡大率: 200倍