コバルトクロムの表面仕上げ
整形外科インプラントには高い精度が求められ、コバルトクロム(Co-Cr)合金はこれらの用途に理想的な材料です。必要な寸法精度を達成するために、ラッピングおよび研磨プロセスが一般的に使用されます。長年にわたり、ケメットは主要メーカーと協力して、コバルトクロム部品を最も厳しい平坦度および表面仕上げの仕様に合わせて改良してきました。
ケメット球面ポリッシャーを使用した2つのW604コバルトクロムカップの表面仕上げプロセス
表面仕上げプロセスに使用される機器には、ケメット球面ポリッシャー、鋳鉄ラップ、MREクロス、ケメットダイヤモンドペースト1-KC547、OS潤滑液、CO-42洗浄液、および精密工具が含まれます。
プロセス
MREクロスは1-KC547ダイヤモンドコンパウンドと40 psiの圧力で2回スプレーされたOS潤滑液と共に使用されました。各カップの実行時間は20分です。縁周りの傷を避けるために、ラップの上に3枚のフェルトが置かれました。カップはラップの上に配置され、研磨プロセスが開始されました。
結果
表面仕上げプロセスの後、カップ内にはピップは見えず、縁に傷も見られませんでした。希望する結果を達成するためにシリコンカーバイドを使用したラッピングは必要ありませんでした。MREクロスと1-KC547ダイヤモンドコンパウンドの使用により、所望の時間内に鏡のような表面仕上げを達成しました。
コバルトクロムの表面仕上げ後

コバルトクロムはその生体適合性と機械的強度から、整形外科インプラントにおいて人気のある材料です。これらのインプラントには鏡のような表面仕上げが必要です。このレベルの仕上げを達成するには、専門の機器と技術が必要です。
このプロセスに使用される主な機器は、鋳鉄ラップとNLHクロスを使用するケメット球面ポリッシャーです。以下の材料も使用されました:
- ケメットダイヤモンドペースト14-KD-C2および1-KC547
- OS潤滑液
- CO-42洗浄液
- 精密工具
プロセス
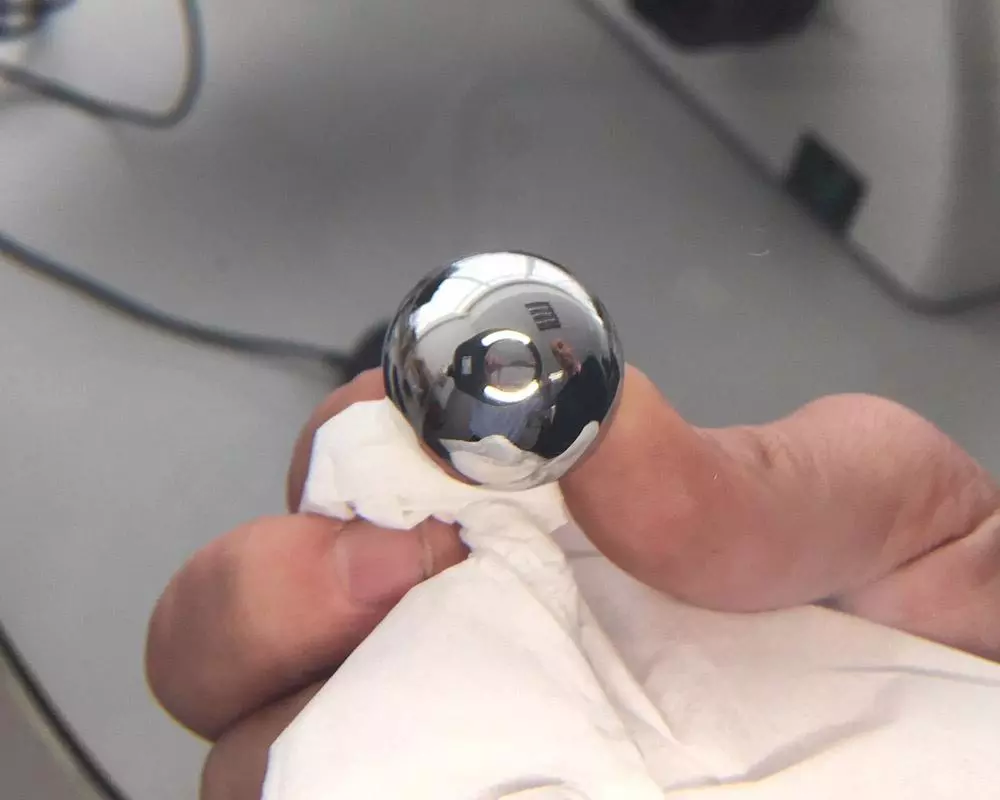
コバルトクロムボールを鏡面仕上げするためのプロセスは2段階で行われました。最初の段階では、30 psiの圧力でOS潤滑液を2回スプレーした14-KD-C2ダイヤモンドコンパウンドとNLHクロスを使用しました。この段階の実行時間は10分でした。第2段階では、30 psiの圧力でOS潤滑液を2回スプレーした1-KC547ダイヤモンドコンパウンドとNLHクロスを使用しました。この段階の実行時間も10分でした。部品ごとの総実行時間は20分です。
結果
研磨プロセスが完了した後、ボールの表面仕上げはRa0.0084µmと測定されました。x5顕微鏡下で傷は見られず、研磨プロセスは成功しました。このプロセスは2段階を要し、研磨時間を25分以内に短縮しました。シリコンカーバイドを使用したラッピングは必要ありませんでした。
コバルトクロムの表面仕上げ後

コバルトクロムカップは、医療業界で義肢インプラントとして広く使用されています。これらのカップの必要な表面仕上げと寸法精度を達成することは、適切な機能と耐久性を確保するために非常に重要です。以下は、ケメット球面ポリッシャーを使用して直径50mmの12個のコバルトクロムカップを鏡面研磨するプロセスです。
このプロセスで使用される機器には、ケメット球面ポリッシャー、鋳鉄ラップ、NLHクロス、ケメットダイヤモンドペースト1-KC547、OS潤滑液、CO-42洗浄液、および精密工具が含まれます。
プロセス
プロセスを開始するために、ラップを球面ポリッシャーのドライブボスに取り付けました。NLHクロスの四角をラップの上に置き、クロスの中央に1-KC547ダイヤモンドコンパウンドを適用しました。加工されたコバルトクロムカップを機械加工されたシャフトに押し込み、ヨークホルダーに挿入しました。OS潤滑液を軽くスプレーし、カップを15〜20分間実行して必要な表面仕上げに磨き上げました。
カップを磨くためのスイープ角度は、ヘッドを磨くためのスイープ角度と比較して変更されたことに注意してください。
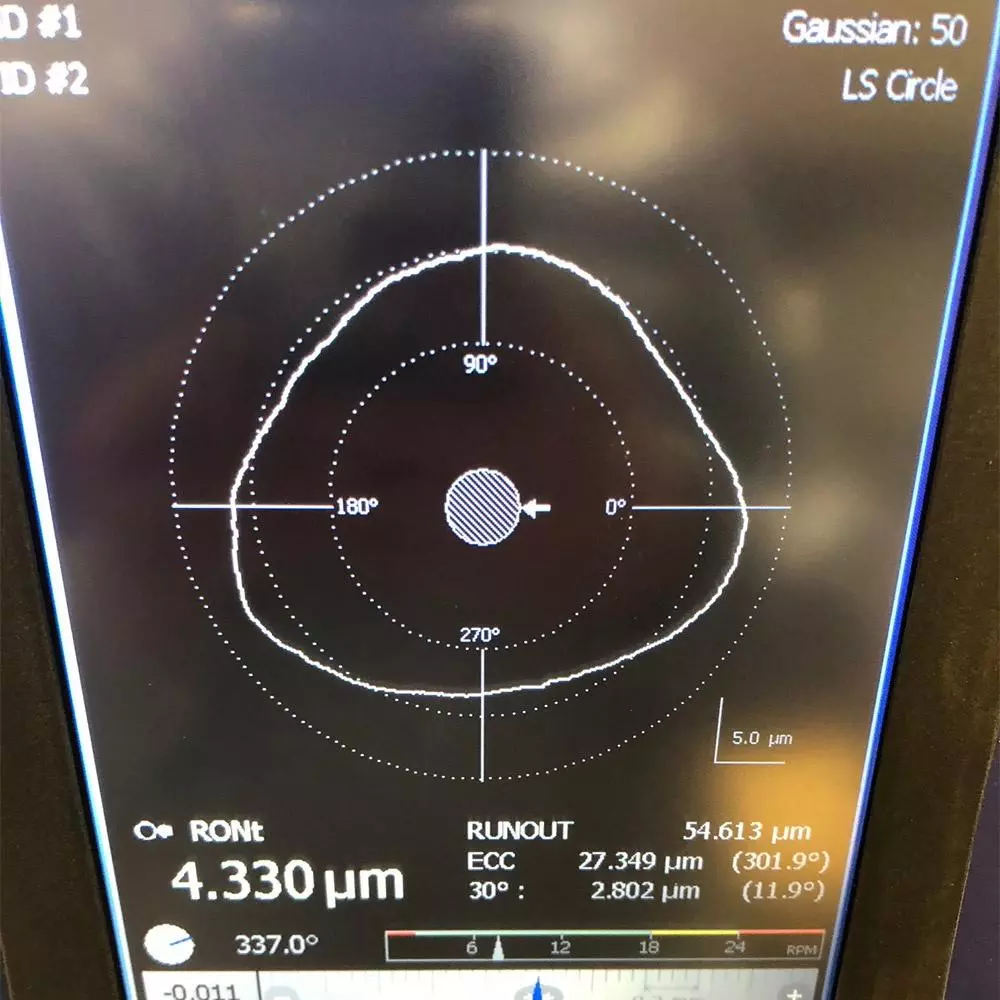
結果
上記のプロセスを使用して12個のコバルトクロムカップを研磨した後、達成された表面仕上げは0.0122µmであり、円形度は4.33µmでした。この結果は、コバルトクロムカップの必要な表面仕上げと寸法精度を達成するためのプロセスの有効性を示しています。
コバルトクロムの表面仕上げ後