Riparazione e manutenzione delle sedi di tenute di una valvola a sfera
La lappatura delle sedi di tenuta delle valvole è un processo ormai consueto, affidabile, ripetibile e utilizzato in tutto il mondo dai principali produttori multinazionali di guarnizioni e valvole, nonché dai reparti di manutenzione nel settore del petrolio e idrocarburi.
Obiettivo: Lappatura di due sedi piane e dimostrazione di due processi di finitura, lappatura e lucidatura.
Attrezzature utilizzate per la Fase 1 (Lappatura):
Attrezzature utilizzate per la Fase 2 (Lucidatura):
- Macchina lappatrice/lucidatrice Kemet 15”
- Panno di lucidatura ASFL
- Calibro di planarità Kemet
- Slurry tipo K da 3 micron
- Detergente Co42
- Anello di controllo rivestito in plastica
- Supporto di lavoro profilato
Descrizione del processo per le sedi delle Valvole
2 sedi sono state posizionate in un anello di controllo da 15” su una piastra di rame SP2 Kemet piana e fatte funzionare per 5 minuti per rimuovere i difetti e pulire; successivamente è stata controllata la planarità delle parti. Ciascuna sede è stata poi posizionata in un anello di controllo con faccia in plastica e fatta funzionare su un panno di lucidatura ASFL per 2 minuti.

Sede Valvola Danneggiata

Fase 1 pulizia

Fase 2 lucidatura
1 Banda di Luce sulla Sede della Valvola

Dopo la Fase 1

1 Banda di Luce sulla Sede della Valvola
Ambito del Lavoro: Lappare 4 superfici smussate su 2 sedi di valvole di non ritorno di dimensioni diverse secondo i requisiti del disegno
Attrezzature utilizzate:
- Macchina per lucidatura sferica Kemet SPM
- Attrezzature di fissaggio appositamente realizzate
- 2 x sfere di lappatura della macchina
- Pasta di carburo di silicio da 9,3 micron
- Liquido lubrificante OS
- Detergente Co422
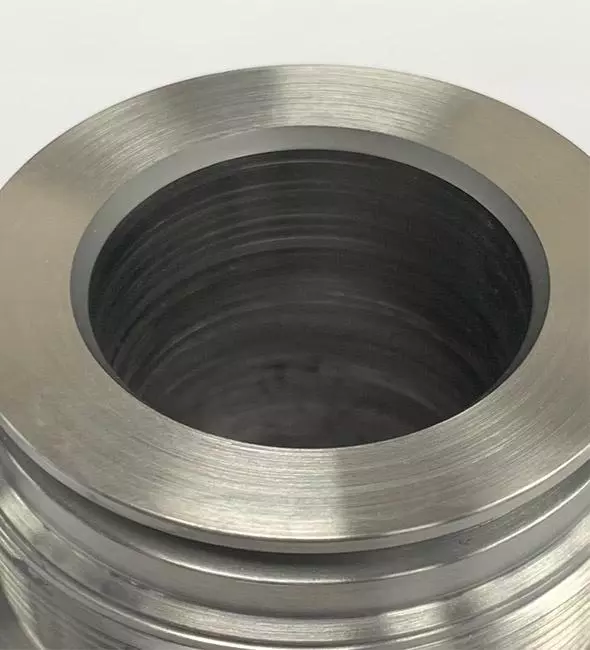
Descrizione del processo per le Sedi delle Valvole di Non Ritorno
1 sede di valvola di non ritorno per volta è stata posizionata nel mandrino a 3 griffe con la faccia smussata da lappare rivolta verso l'alto, è stata applicata una piccola quantità di pasta di carburo di silicio da 9,3 micron sulla faccia e sull'utensile di lappatura, che è stato poi inserito nella boccola dell'albero con i perni di trasmissione che si trovano nelle scanalature su ciascun lato. È stato applicato del liquido lubrificante OS sulla faccia smussata e l'utensile di lappatura è stato quindi abbassato, con la velocità di rotazione e di avanzamento regolate per adattarsi, la macchina è stata fatta funzionare per 5 minuti fino a quando la faccia è apparsa pulita. La sede di valvola di non ritorno è stata rimossa e pulita con detergente Co42.

Prima della lavorazione della sede della Valvola di Non Ritorno