Réparation et entretien des corps et des capuchons des soupapes de surpression
La soupape de surpression se compose d'un corps et d'un capuchon. Le rodage à plan de chaque pièce nécessite un processus de rodage similaire, mais une technique différente. Dans les deux cas, une plaque de rodage en fer Kemet est utilisée avec un Diamant liquide de type K 3 microns et Fluide lubrifiant de type K. Les deux techniques sont les suivantes:
Capuchons de décompression
La plupart des capuchons de décompression ont un centre conique surélevé. Cela oblige à utiliser un Plaque de rodage en fer Kemet à rainure annulaire où la rainure est un dégagement pour la zone conique. Une seule plaque de rodage rainurée annulaire est généralement capable de chevaucher 2 des 8 ou 9 tailles de capuchons de valve les plus populaires. Habituellement, une gamme de 4 tours de fer Kemet à rainures annulaires peut traiter la plupart des bouchons.
La méthode utilisée consiste à placer le capuchon à l'intérieur de l'anneau de conditionnement de la machine (généralement 15") et à utiliser une bille d'acier de 500 grammes sur le capuchon pour appliquer une pression. Les temps de rodage sont courts, généralement de 3 à 5 minutes.
Corps de soupape de surpression
Ceux-ci sont généralement lourds, la face d'étanchéité ne mesurant que 2 mm environ. Ceux-ci peuvent être rodés/polis sur une plaque de rodage en fer Kemet standard de 15 pouces de diamètre. Le point important à garder à l'esprit est que le corps doit être soutenu au niveau de sa zone de contact pour éviter que la traînée ne le renverse. Une rondelle en acier est la plus appropriée. Voir les dessins dans cette section pour les positions de rodage du corps de vanne et du capuchon.

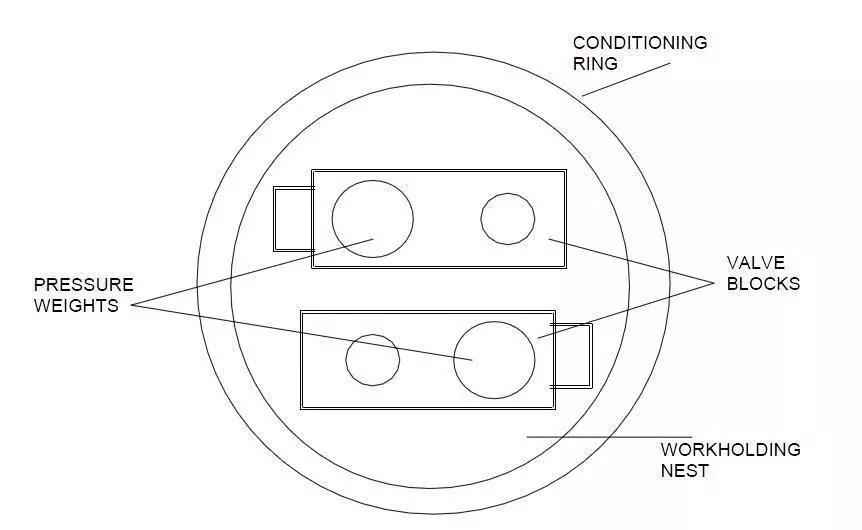
Vannes à tiroir parallèle à rodage
Les vannes à tiroir parallèles sont généralement des blocs métalliques avec un grand trou à une extrémité (voir croquis ci-dessous). Il est important de les chevaucher à plat et parallèlement, ce que le trou peut rendre difficile.
La méthode couramment utilisée consiste à placer un ou plusieurs blocs de vannes à l'intérieur de l’ Anneau de conditionnement et localisez-le dans un support de type Nest. Un poids est ensuite placé sur la surface solide du bloc, deux fois le poids du matériau enlevé par le trou. Un patin antidérapant est utilisé pour le maintenir en position (voir le croquis dans cette section).
Des machines à roder de 24 po (600 mm) de diamètre et plus équipées de systèmes de fer Kemet sont normalement utilisées pour ce travail. Le diamant liquide 8 microns de type K et le fluide lubrifiant de type K sont normalement utilisés pour produire des surfaces supérieures à 2 Ra μ . Un temps de rodage typique est de 10 à 15 minutes.