Wartung von Schieberventilen
Schieber oder Schleusenventile werden in der Öl- und Gasindustrie häufig zur Steuerung des Durchflusses von Flüssigkeiten und Gasen eingesetzt. Sie werden nur selten zur Regulierung des Durchflusses verwendet, sondern sind eher eine einfache, aber effektive Möglichkeit, den Durchfluss entweder abzusperren oder vollständig zu öffnen, um einen möglichst ungehinderten Durchfluss zu ermöglichen.
Absperrschieber enthalten eine mit Wolframkarbid beschichtete Platte, die im geöffneten Zustand eine Öffnung aufweist, um den Durchfluss von Flüssigkeit oder Gas zu ermöglichen, sowie einen festen Bereich, der im geschlossenen Zustand die Öffnung auf beiden Seiten der Platte blockiert. Die Platte bewegt sich zum Öffnen und Schließen nach oben und unten, wobei wolframkarbidbeschichtete Sitze im Ventilkörper eine Dichtung aufrechterhalten, die verhindert, dass Flüssigkeit oder Gas in den Ventilkörper eindringt.
Da sowohl die Sitze als auch die Platte mit Wolframkarbid beschichtet sind, ist es wichtig, dass sie perfekt eben sind. Zwei perfekt ebene Oberflächen bilden eine Dichtung, die nicht leckt. Aber die Herstellung der erforderlichen Ebenheit bei Wolframkarbid kann schwierig sein, insbesondere da die Spezifikationen immer enger werden, da die Ventile für immer höhere Drücke ausgelegt sind.

Kemet bietet seit über 40 Jahren Erfahrung im Läppen von Schiebern. Dies hat es uns ermöglicht, die ideale Kombination aus Läppplatte und Diamant Aufschlämmung zu finden, die, wenn sie in unsere Kemet 48 und Kemet 56 Läppmaschinen eingebaut wird, eine wiederholbare und kostengünstige Lösung für die Herstellung neuer Schieber oder die Aufarbeitung von Schiebern darstellt.
Das Kemet-Verfahren erzeugt in der Regel eine Ebenheit von weniger als 2 Lichtbändern (0,0006 mm) mit einer Oberflächengüte von Ra 0,1 µm bis hin zu einer Spiegelgüte (Ra besser als 0,01 µm), falls erforderlich.
Kemet bietet auch einen hausinternen Läppservice für Kunden an, die nicht über die Mengen verfügen, die einen eigenen Läppservice rechtfertigen würden, und wir können derzeit 5"-Schieber auf eine Ebenheit besser als 2 Lichtbänder läppen.
Läppen und Polieren von Sitz- und Schieberventilen - Fallstudie
Test-Anforderungen: Läppen eines 2" wolframkarbid-beschichteten Schiebers und Sitzes auf eine Ebenheit von 2 Lichtbändern und Ra < 0,07µm
Bauteil: Schieber und Sitz
Der Schieber und der Sitz wurden beide in geschliffenem Zustand geliefert. Es wurde ein Werkstückhalter angefertigt, so dass sich der Schieber beim Läppen im Abrichtring drehen konnte. Es wurde kein zusätzlicher Druck auf den Schieber ausgeübt und mit dem empfohlenen Verfahren wurde eine Abtragsrate von 0,5 µm/Minute erreicht. Innerhalb von 20 Minuten hatten wir im Durchschnitt 10 µm abgetragen. Das reichte aus, um eine Ebenheit von 2 Lichtbändern und eine Oberflächengüte von 0,0218 µm zu erzielen. Eine schnellere Abtragsrate konnte mit Kemet Diamant Emulsion Typ O 25 µm erreicht werden, wobei der fertige Ra-Wert immer noch innerhalb der Zielvorgabe von 0,07 µm lag. Der Sitz wurde mit einem rutschfesten, gummierten 4,5 kg schweren Handgewicht geläppt. Dies führte zu einer etwas höheren Abtragsrate von 0,85 µm/Minute und einer Oberflächengüte von 0,025µm.
| Aufschlüsselung des Läppprozesses für Absperrschieber und Sitz | |||
|---|---|---|---|
| Bauteil | Läppscheibe | Läppmittel | Zeit |
| Schieber | Hierro Kemet | 14 µm O Diamant Aufschlämmung | 20 Minuten pro Seite |
| Sitz | Hierro Kemet | 14 µm O Diamant Aufschlämmung | 10 Minuten |
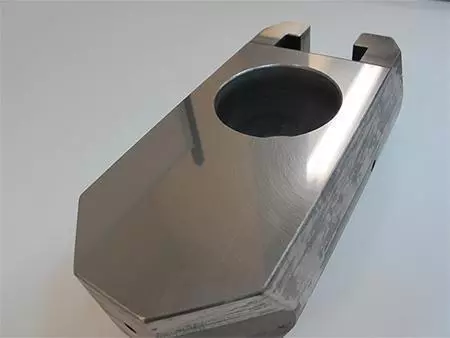
Schieberventil vor dem Läppen

Schieberventil nach dem Läppen