Reparatur und Wartung von Druckbegrenzungsventilkörpern und -kappen
Das typische Druckbegrenzungsventil besteht aus einem Gehäuse und einer Kappe. Das Flachläppen beider Teile erfordert ein ähnliches Läppverfahren aber eine andere Technik. In beiden Fällen wird eine Kemet-Eisen-Läppscheibe mit einer Kemet Diamant Flüssigkeit Typ K 3 µm und einem Schmiermittel Typ K verwendet. Die beiden Techniken sind wie folgt:
Druckentlastungskappen
Die meisten Druckentlastungskappen haben eine konische Erhebung in der Mitte. Dies macht die Verwendung einer ringgenuteten Kemet-Eisen-Läppscheibe erforderlich, bei der die Nut den konischen Bereich ausspart. Mit einer ringgenuteten Läppscheibe können normalerweise 2 der 8 oder 9 gängigsten Ventilkappengrößen geläppt werden. Normalerweise wird mit 4 verschieden ringgenuteten Kemet-Eisen-Läppscheiben das gesamte Aufgabenspektrum abgedeckt.
Die Technik: Die Kappe wird in den Abrichtringring der Läppmaschine (in der Regel 15") gelegt und mit einer 500-Gramm-Stahlkugel beschwert. Die Läppzeit ist kurz: normalerweise 3 bis 5 Minuten.
Druckbegrenzungsventil-Gehäuse
Diese sind in der Regel kopflastig, wobei die Dichtfläche nur etwa 2 mm beträgt. Sie können auf einer Kemet-Eisen-Läppscheibe 15“ (380 mm) geläppt/poliert werden. Wichtig ist, dass das Gehäuse an der Kontaktfläche mit der Läppplatte abgestützt wird, um ein Kippen zu verhindern. Eine Stahlunterlegscheibe ist am besten geeignet. Siehe Zeichnungen in diesem Abschnitt für die Läpppositionen von Ventilkörper und Deckel.

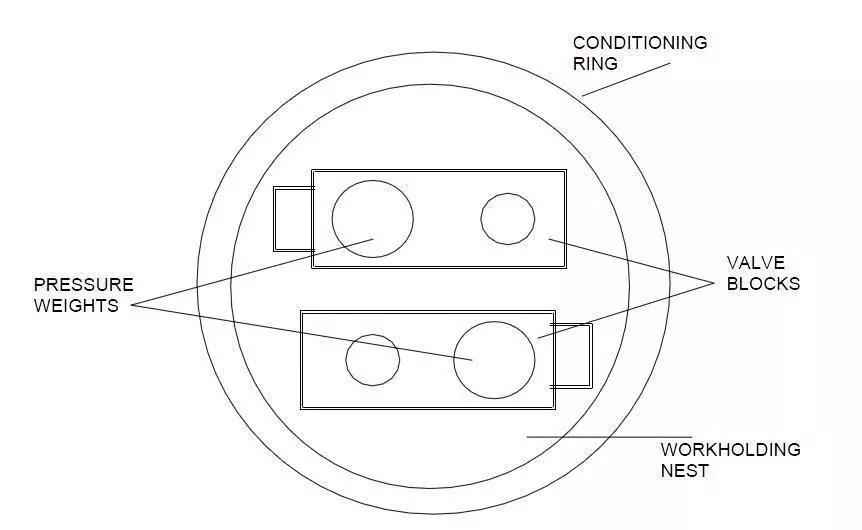
Läppen von Parallelschieberventilen
Parallelschieber sind normalerweise Metallblöcke mit einer großen Öffnung an einem Ende (siehe Skizze unten). Es ist wichtig, dass sie flach und parallel geläppt werden, was durch die Öffnung erschwert werden kann.
Die übliche Methode besteht darin, einen oder mehrere Ventilblöcke in den Abrichtring zu legen und mit einem entsprechenden Werkstückhalter zu positionieren. Auf den massiven Bereich des Blocks wird dann ein Gewicht gelegt, das dem doppelten Gewicht des durch die Öffnung entfernten Materials entspricht. Das Gewicht wird mit einem Kemet-Gummipad beschichtet, um den Block in Position zu halten (siehe Skizze in diesem Abschnitt).
Läppmaschinen mit einem Durchmesser von 24" (600 mm) oder größer, die mit dem Kemet Eisen System ausgestattet sind, werden normalerweise für diese Arbeit verwendet. Typ K 8 µm Diamant-Emulsion und Typ K Schmiermittel werden verwendet, um Oberflächen von besser als Ra 2 μm zu erzeugen. Eine typische Läppzeit beträgt 10 bis 15 Minuten.