Oberflächenveredelung Aluminium
Umfang der Arbeiten: Läppen und Polieren von Leuchtengehäusen aus Aluminium in verschiedenen Größen
Stufe 1 (Läppen) Verwendete Ausrüstung:
- Kemet 24" Läppmaschine
- Läppplatte aus Gusseisen
- Kemet Ebenheitsmessgerät
- Kemox 0-800s
Stufe 2 (Polieren)
- Kemet 24" Läpp-/Poliermaschine
- ASFL-Poliertuch
- 3 Mikron Typ k Diamantschlämme
Prozessgliederung für das Polieren von Aluminium-Leuchtengehäusen
Stufe 1: Alle Teile wurden je nach Menge gleichmäßig in einem 24"-Kontrollring angeordnet. Ein 4 kg schweres Druckgewicht mit Dycem-Unterstützung wurde als Halterung darauf platziert. Die Maschine wurde auf einer flachen Gusseisen-Läppplatte mit Kemox 0-800s betrieben, das von der Schleifmittelpumpe 5-10 Minuten lang aufgetragen wurde. Anschließend wurden sie entnommen und mit Co42-Reinigungsflüssigkeit gereinigt.
Stufe 2: Die gereinigten Teile wurden dann in einen Kontrollring mit Kunststoffverkleidung gelegt, auf den ein 4 kg schweres Druckgewicht gelegt wurde. Die Maschine lief 5 Minuten lang auf einem ASFL-Poliertuch, wobei alle 40 Sekunden 2 Sekunden ein Diamantschlamm vom Typ K mit 3 Mikron aufgetragen wurde. Die Teile wurden dann mit Co42-Reinigungsflüssigkeit gereinigt.
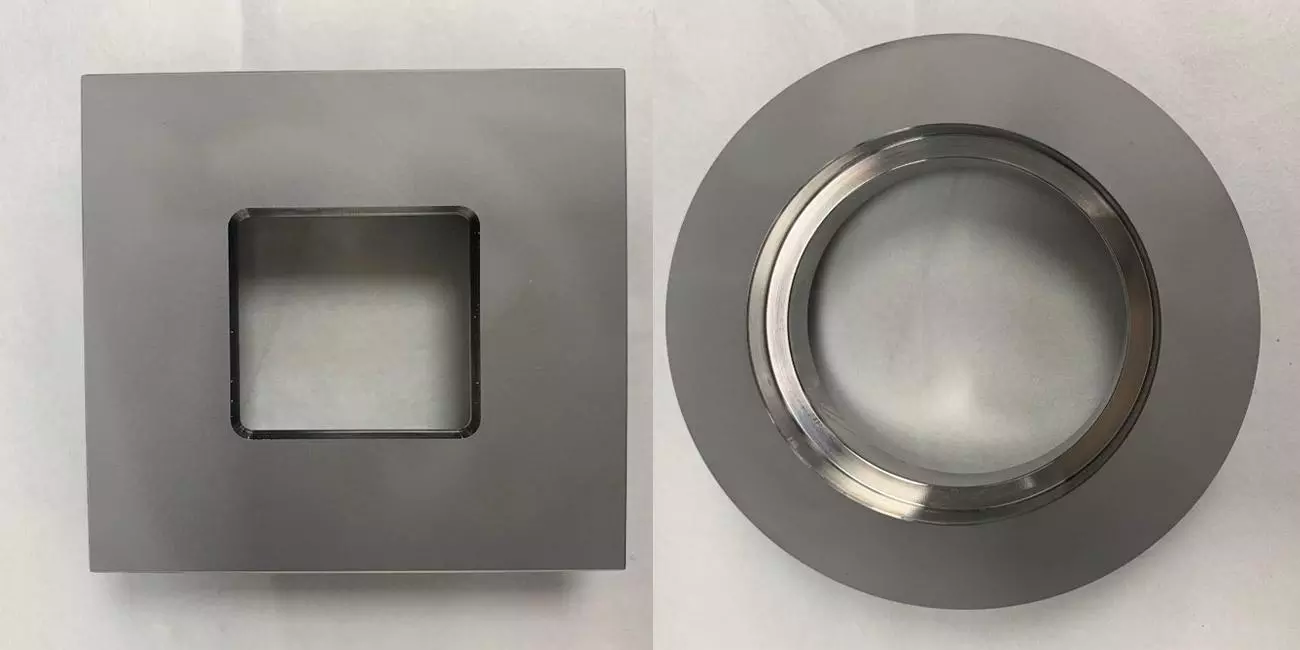
Vor der Oberflächenveredelung von Aluminium
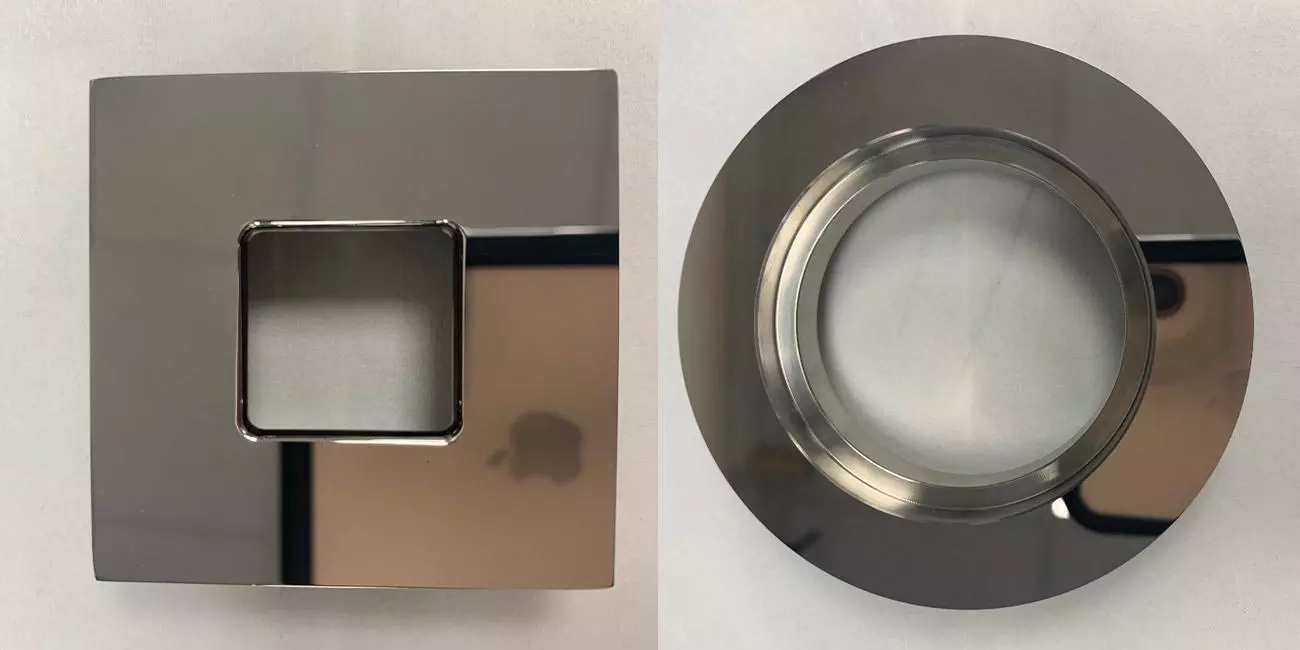
Nach der Oberflächenveredelung Aluminium
Umfang der Arbeit: Herstellung der besten Oberfläche auf ½" x 2" Aluminiumstreifen ohne Schleifpartikel in den Proben.
Stufe 1
- Maschinentyp: Kemet 15 Läpp-/Poliermaschine
- Überlappungsplatte: Gusseisen
- Schleifmittel Typ/Klasse: Kemox O-800S Aluminiumoxid vorgemischter Schlamm
Stufe 2
- Maschinentyp: Kemet 15 COL-K Poliermaschine
- Polierschwamm: MRE Kurzflor-Tuch
- Schleifmittel Typ/Klasse: Col-K (NC)
Prozessaufschlüsselung für Aluminium
Für das abschließende Polieren haben wir uns für ein CMP-Verfahren entschieden, bei dem die Oberfläche der Bauteile auf chemischem Wege poliert wird, anstatt sie mit einem herkömmlichen Schleifmittel zu bearbeiten. Das bedeutet, dass in der Oberfläche des Aluminiums keine Schleifmittel zurückbleiben sollten. Die Polierzeit betrug 80 Minuten mit der Einrichtung, die uns für die Teile zur Verfügung stand, aber mit zusätzlichem Druck konnte diese Zeit verkürzt werden.
Resultierender Ra aus diesem Prozess: Ra 1,647µinch
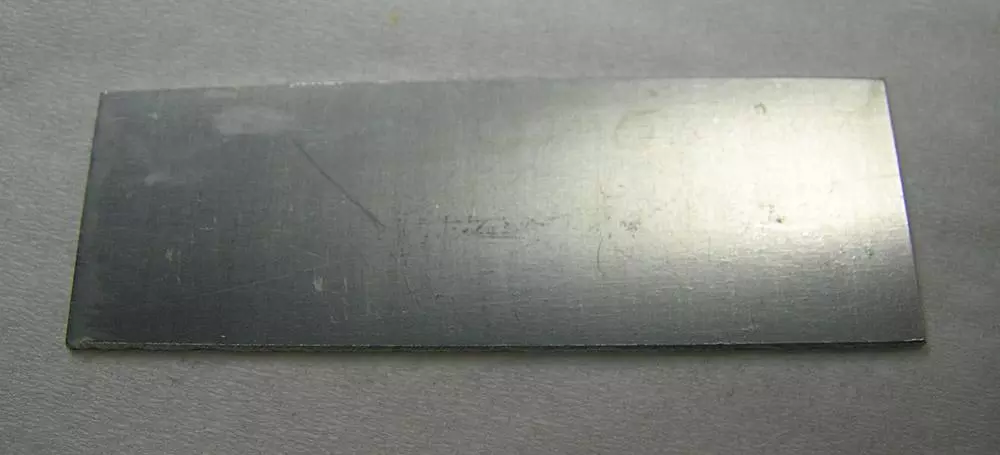
Vor der Verarbeitung von Aluminium
Nach der Verarbeitung Aluminium

Umfang der Arbeiten: Polieren zur Erzielung einer makellosen Hochglanzoberfläche auf Aluminium
Details zum Bauteil: Kleiner Aluminium-Kühlkörper
Stufe 1 (Einstufungsphase)
- Maschinentyp: Kemet 15" 3-Ring konventionelle Läppmaschine
- Läppplatte: Gusseisen
- Schleifmittel Typ/Klasse: Kemox 0-800 Fein
Eine Gusseisenplatte mit Kemox 0-800 Fine Aluminium Oxide Slurry wurde verwendet, um dem Bauteil vor dem Polieren eine matte Oberfläche zu verleihen. Die Dauer dieser Phase hängt von der Oberflächenbeschaffenheit vor Beginn des Läppens ab.
Stufe 2 (Vorpolitur)
- Maschinentyp: Kemet 15" 3-Ring-Diamant-Läppmaschine
- Läppplatte: ASFL-AW Seidentuch
- Schleifmittel Typ/Klasse: 3micron Typ K STD Diamantschlamm
Zum Vorpolieren wurde ein ASFL-AW-Seidentuch mit einer 3-Mikron-Diamantsuspension des Typs K STD verwendet, was zu einer gut reflektierenden Oberfläche führte.
Stufe 3 (Spiegelpolitur)
- Maschinentyp: Kemet 15" 3-Ring-Diamant-Läppmaschine
- Läppplatte: Chemisches Tuch H
- Schleifmittel Typ/Klasse: Col-K
Zum Schluss wurde ein Chem Cloth H mit COL-K zum Hochglanzpolieren verwendet. Dies ergab eine makellose Oberfläche.

