Technologie, typy procesů a metody povrchové úpravy
Existuje mnoho technologií a metod povrchové úpravy, které můžete použít k dokončování dílů, přičemž každá z těchto metod vytváří jinou povrchovou úpravu a rovinnost.
Proces lapování
Lapování je přesná operace a je založeno na řezné síle buď volného brusného zrna v nosiči, nebo pevných brusných částic v kompozitní matrici lapovací desky. Existují 2 typy lapování: diamantové nebo konvenční. Při obou typech lapování lze dosáhnout výsledků rovinnosti až do 0,0003 mm, pokud je rovinnost lapovací desky kontrolována a sledována. Proces lapování je šetrný proces odstraňování materiálu, který přenáší rovinnost lapovací desky na lapovanou součást, aniž by do součástek vnášel jakékoliv napětí, protože se současně opracovává celý povrch. Tím se liší od typických procesů CNC, soustružení, frézování a broušení, kdy se řezání soustředí vždy na určitou oblast. Ačkoli každý proces lapování má schopnost vytvářet rovinnost, kombinace diamantových a kompozitních procesů mají mnohem širší rozsah dosažitelných povrchových úprav.

Proces leštění
Leštění se často provádí po lapování, aby se dosáhlo dokonalé povrchové úpravy. Některé z běžných důvodů leštění jsou: výroba zrcadlových povrchů, zlepšení vzhledu, získání optimálních těsnicích povrchů, optické měření rovinnosti, zlepšení elektrického kontaktu, zlepšení optických vlastností materiálů.
Chemicko-mechanické leštění (CMP)
Chemicko-mechanické leštění nebo planarizace je proces vyhlazování povrchů kombinací chemických a mechanických sil. Lze ji považovat za hybrid chemického leptání a leštění volným brusivem (lapování). Proces CMP je běžný v případech, kdy je požadováno buď velmi nízké Ra, nebo tam, kde jsou požadovány mikroskopické obrazy bez škrábanců, např. u metalurgických vzorků pro mikrotvrdostní zkoušky.
Suché elektrolytické leštění
Suché elektroleštění zachovává geometrii odlévané nebo obráběné součásti bez zaoblení hran, dokáže odstranit brusné vzory a zajistit lesklý, zrcadlový povrch. Nabízí možnost zpracovávat složité geometrie bez zanechání mikroškrábanců na povrchu při zachování tolerancí součásti. Je účinnější než kapalinové elektroleštění, které obecně snižuje drsnost povrchu pouze o 50 %.
Odstředivé leštění
Odstředivé leštění vytváří velmi vysokou gravitační sílu, hnací mechanismus je navržen tak, aby vytvářel vysoké síly "G" 5-25krát vyšší než normální gravitace pomocí 3 nebo 4 šestihranných/kruhových hlavic namontovaných na věži. Věž a hlavně se otáčejí vysokou rychlostí v opačných směrech a výsledná odstředivá síla zvyšuje hmotnost brusného média v hlavních, které se posouvá proti součástem, rovněž v hlavních, a vytváří rychlý řezný účinek.
Proces broušení
Broušení je abrazivní obrábění, při kterém se používá hrubší brusný materiál.
Vibrační dokončovací práce
Vibrační dokončování je typ hromadného dokončovacího procesu, který se používá k odstraňování otřepů, rádiusu, okují, leštění, čištění a leštění velkého počtu relativně malých obrobků pomocí speciálně tvarovaných peletek.
Dokončovací práce přetažením
Vlečné dokončování je specializovanou verzí vibračního dokončování. Liší se tím, že díly, které mají být odjehleny a dokončeny, jsou mechanicky taženy médiem, zatímco jsou připevněny k přípravkům. Tím se zabrání vzájemnému kontaktu dílů.
Normy pro povrchovou úpravu
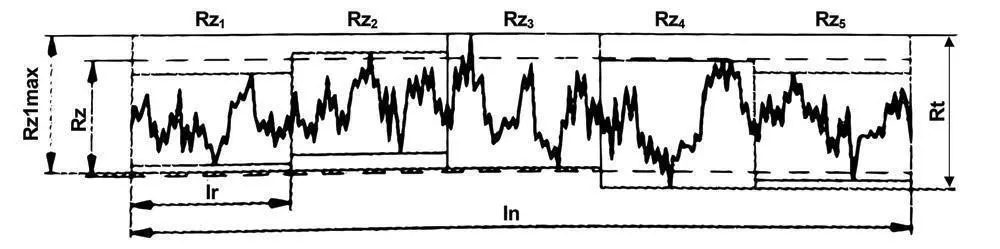
Existuje mnoho norem pro povrchovou úpravu, ale zdaleka nejběžnější jsou Ra a Rz. Ra je průměrná drsnost na dané délce vzorku, a přestože je velmi běžná, protože se jedná o průměr, má potenciál přehlédnout významné škrábance, které nemusí být ve smyslu cílové hodnoty Ra. Norma Rz poskytuje lepší celkový údaj o drsnosti procesu, přičemž nejprve rozdělí délku vzorku na menší sektory a poté provede měření nejhoršího případu od vrcholu k údolí pro každý sektor a následně zobrazí průměrnou kombinovanou hodnotu menších sektorů. Normy pro povrchovou úpravu jsou podrobným tématem samy o sobě.
Aritmetický průměr drsnosti ventilu RA

Celková výška profilu drsnosti Rt, střední hloubka drsnosti Rz a maximální hloubka drsnosti Rz1max.
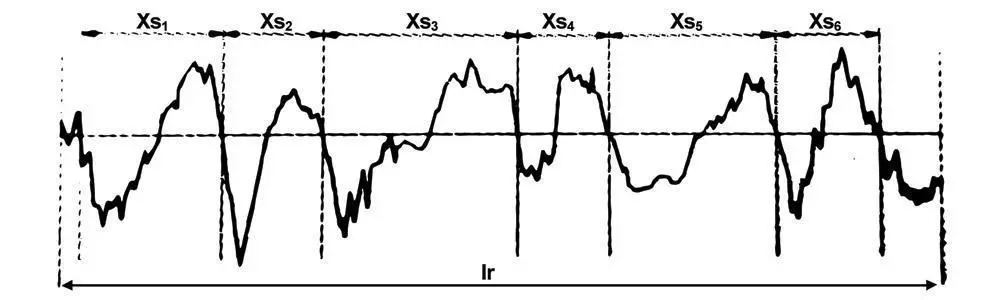
Střední rozteč drážek RSm je střední hodnota rozteče Xsi profilových prvků.
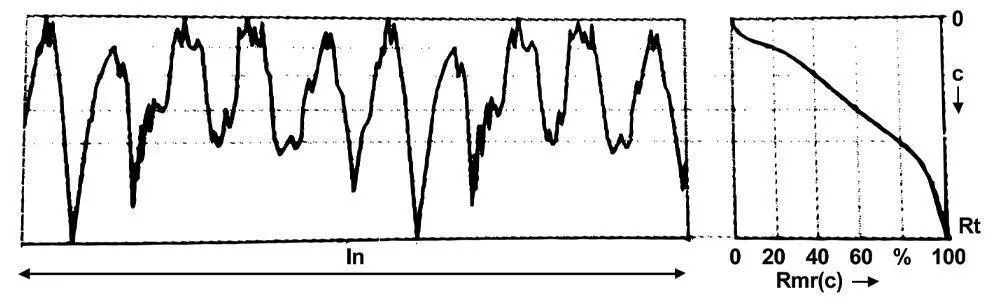
Křivka materiálové složky profilu znázorňuje materiálovou složku Rmr(c) profilu jako funkci výšky průřezu c (Abbottova-Firestonova křivka).
Proč je důležitá povrchová úprava
Povrchovou úpravu součásti je třeba definovat z mnoha různých důvodů. Nejzákladnějším důvodem je estetický vzhled, ale povrchová úprava může také ovlivnit charakteristiky opotřebení součásti, schopnost povrchu udržet mazání, schopnost dvou tvrdých ploch vytvořit dobré těsnění a mnoho dalších důležitých cílů, které závisí na vytvořené povrchové úpravě. Povrchová úprava na technickém výkresu je znázorněna zaškrtnutím. Tento symbol ![]() představuje požadovanou rovinnost.
představuje požadovanou rovinnost.
Níže je uveden výňatek z technického výkresu, který ukazuje příklady požadované povrchové úpravy.
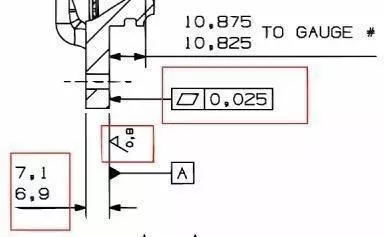
Typická vyjádření povrchové úpravy na technickém výkresu:

Symbol A Jak zadat maximální hodnotu drsnosti v mikronech Ra.
Symbol B Jak zadat maximální a minimální hodnoty drsnosti.
Symbol C Jak zadat maximální drsnost a dokončovací proces.
Jak měřit povrchovou úpravu
Existují 2 metody měření kvality povrchu. Kontaktní a bezkontaktní měřicí systémy. Kontaktní systémy používají buď rubínovou kuličku, nebo diamantový stylus, který přejíždí po povrchu součásti v jediné krátké stopě s ohledem na vrcholy a údolí na povrchu. Pomocí složitých algoritmů a vzorců je pak tato hodnota převedena na údaj o kvalitě povrchu. Jedná se o levnější metodu a jednoduché ruční nástroje mohou být za rozumnou cenu. U bezkontaktních systémů, jako je interferometr, se laser odráží od povrchu, čímž vzniká 3D zobrazení povrchu. To bývá mnohem dražší řešení, ale bere v úvahu celý měřený povrch, nikoli pouze jednu stopu. Tento typ měřicího systému je důležitější pro optické měření kvality povrchu. Pro většinu strojírenských aplikací je přijatelný kontaktní systém.
