Sliping av trykkavlastningsventilkropper og -hetter
Den typiske trykkavlastningsventilen består av en kropp og hette. Den flate slipingen av hver del krever en lignende slipesprosedyre, men en forskjellig teknikk.
I begge tilfeller brukes en Kemet Jern Slipeskive med en Type K 3 Mikron Flytende Diamant og Type K Smørevæske. De to teknikkene er som følger:
Trykkavlastningshetter
De fleste trykkavlastningshetter har et konisk hevet senter. Dette gjør det nødvendig å bruke en Kemet Jern Slipeskive med ringformede spor der sporet gir klaring for det koniske området. En enkelt ringformet slipeskive er vanligvis i stand til å slipe 2 av de 8 eller 9 mest populære ventilhettestørrelsene. Vanligvis kan et sett på 4 ringformede Kemet Jern Slipeskiver bearbeide de fleste hettene.
Metoden som brukes er å plassere hetten inne i maskinens (vanligvis 15") kondisjoneringsring og bruke en 500 grams stålkule på toppen av hetten for å påføre trykk. Slipingstider er korte, vanligvis 3 til 5 minutter.
Trykkavlastningsventilkropper
Disse er vanligvis topptunge med tetningsflaten bare 2 mm eller så. Disse kan slipes/poleres på en standard 15" diameter Kemet Jern Slipeskive. Det viktige poenget å huske på er at kroppen må støttes ved kontaktområdet med slipeskiven for å forhindre at den velter. En stålskive er mest egnet. Se tegninger i denne delen for slipingsposisjoner for ventilkropper og -hetter.

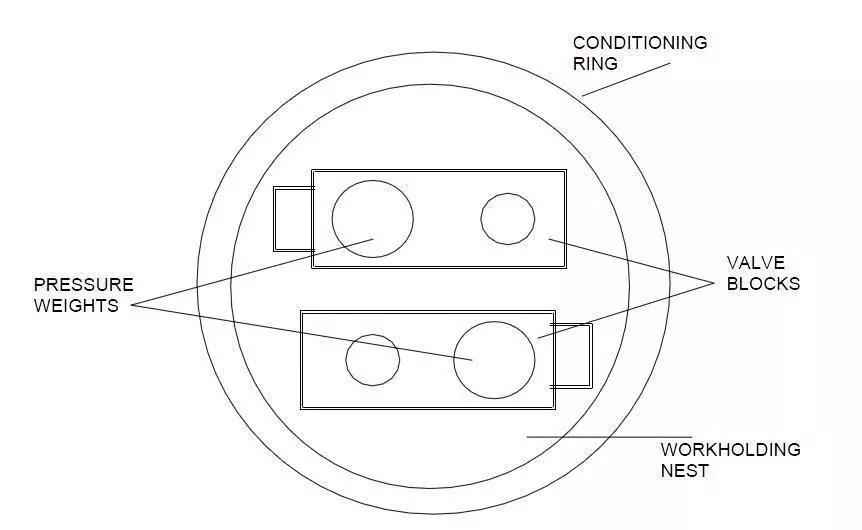
Sliping av parallelle skyveventiler
Parallelle skyveventiler er vanligvis metallblokker med et stort hull i den ene enden (se skisse nedenfor)
Det er viktig å slipe dem flate og parallelle, noe hullet kan gjøre vanskelig.
Metoden som vanligvis brukes er å plassere en eller flere ventilblokker inne i kondisjoneringsringen og plassere dem i en reirtype arbeidsholder. En vekt plasseres deretter på det solide området av blokken, dobbelt så tung som materialet fjernet av hullet. En sklisikker matte brukes for å holde den på plass (se skisse i denne delen).
Slipesmaskiner med 24" (600 mm) diameter og større utstyrt med Kemet Jern Systemer brukes normalt til dette arbeidet. Type K 8 Mikron Flytende Diamant og Type K Smørevæske brukes vanligvis for å produsere overflater bedre enn 2 Ra μ. En typisk slipetid fra bakkenivå vil være 10 til 15 minutter.