Planicidad de platos de lapeado – Procedimientos de mantenimiento
Se recomienda que cuando estén en uso continuo, los platos de lapeado deben inspeccionarse para detectar planicidad al menos dos veces al día. El mejor y más rápido método para verificar la planicidad del plato es el uso de un medidor de planicidad. Consiste en un indicador calibrado a 0,001 mm, soportado en tres puntos y ajustado a cero en una pieza de prueba plana conocida. El medidor se puede usar para tomar lecturas sobre varias áreas del plato. El promedio de las lecturas obtenidas se puede utilizar junto con un gráfico en la parte posterior del medidor para predecir la planicidad resultante de las piezas en bandas de luz que producirá el plato en su condición actual.
En general, un plato de lapeado se desgastará uniformemente de forma convexa o cóncava con el tiempo. El medidor de planicidad le dice al usuario la planicidad del plato de lapeado sobre el tramo del medidor (236 mm). Si el plato se está desgastando uniformemente, la lectura del medidor debe ser la misma dondequiera que se coloque en el plato de lapeado. Para platos de más de 380 mm ø, la lectura del medidor no es la planicidad total del plato. Sin embargo, la lectura del medidor predecirá la planicidad resultante de las piezas de cualquier tamaño de plato de lapeado, y también mostrará si una placa es convexa o cóncava. El medidor de planicidad también se puede utilizar para establecer una tolerancia de planicidad del plato, donde un operador sabrá si la lectura está fuera de la tolerancia validada y se requiere corrección de placa.
Si las lecturas de un medidor de planicidad no son las mismas en el plato, puede ser necesario usar un borde recto y medidores de sondeo para determinar exactamente en qué forma se ha deformado el plato. Si este es el caso, puede apuntar a presiones excesivas sobre las piezas que se están lapeando u otros problemas de configuración.
Llevando los platos a planicidad
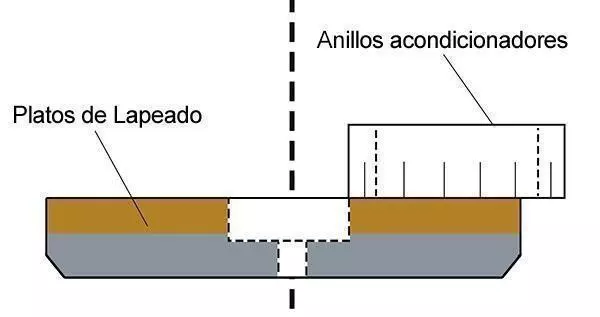
Las pequeñas variaciones en la planicidad a menudo se pueden corregir moviendo los anillos de acondicionamiento 'hacia adentro' para corregir una placa convexa o 'hacia afuera' para corregir una placa cóncava. Sin embargo, no se debe permitir que los platos se vuelvan demasiado convexos, ya que corregir esta condición puede llevar mucho tiempo. El método de acondicionamiento y aplanamiento del plato es el siguiente:
Corrección de platos cóncavos
- Mueva todos los anillos de acondicionamiento hacia afuera y encienda la máquina mientras se aplica la suspensión abrasiva Kemox HSR. Esto debe ser entre los anillos de acondicionamiento, ya que su rotación atraerá al abrasivo al área exterior del plato de Kemet.
- Compruebe la planicidad del plato a intervalos regulares de 5 minutos, hasta que se haya establecido la tasa de corrección. Esto es importante ya que la corrección de la planicidad de un plato cóncavo puede ser varias veces más rápida que la del convexo y es posible pasar de la condición plana al convexo.
Cómo corregir un plato de hierro fundido cóncavo
- Coloque un anillo de acondicionamiento sobre el plato.
- Si se pueden usar los 3 anillos de acondicionamiento es mejor
- Encienda la máquina de lapear y agregue la suspensión abrasiva Kemox HSR
- Cuando el plato esté plana, limpie la superficie con CO42 o Dasty para eliminar todos los rastros del óxido de aluminio. Limpie los anillos de acondicionamiento y vuelva a cargar el plato de lapeado con suspensión de diamante antes de comenzar la producción.
Corrección de un plato de lapeado convexa
- Retire uno de los anillos de acondicionamiento de las máquinas.
- Posicione el anillo o los anillos hacia el centro de la placa, asegurándose de que un anillo solo barra el borde exterior para evitar la formación de un escalón durante el proceso de acondicionamiento.
- Llene el sistema abrasivo de la máquina con la pasta adecuada según la cantidad de material que se debe remover. Kemox HSR tiene la mayor eliminación de material con 29 µm, Kemox 400 tiene 23 µm y Kemox 800 tiene 14 µm.
- Inicie la máquina y permita que la mezcla gotee sobre la placa Kemet.
- Este método debe corregir una placa de pulido Kemet de 15 o 24 pulgadas de diámetro a una tasa de 0.005-0.01 mm cada 20 minutos. De esto se puede deducir que si una placa está extremadamente convexa, se debe considerar la posibilidad de hacerla tornear o remaquinarse.

Limpieza de una plato de lapeado después del acondicionamiento
Después del acondicionamiento, todas las placas Kemet deben limpiarse con un solvente como Kemet CO-42 o Dasty, hasta que no haya rastros del abrasivo. Esto también se aplica a los anillos de acondicionamiento que, si es posible, deben limpiarse por ultrasonido.
Cambio de grados del diamante líquido Kemet
Es posible cambiar los grados de diamante líquido simplemente cambiando los contenedores en la máquina, sin embargo, si el cambio es a un tamaño de diamante de micras más fino que el utilizado anteriormente, es necesario reacondicionar el plato Kemet utilizando el proceso anterior para eliminar cualquier abrasivo / contaminación en el plato. Después de limpiar, el plato se puede cargar con el grado más fino.
Cuándo reemplazar un plato de lapeado
Cuando el grosor sea inferior a 3 mm, reemplace el plato. Después de un uso prolongado, los platos Kemet se desgastarán. Se ofrece un servicio de re acondicionamiento y se proporcionará un presupuesto bajo solicitud.

