Messung der Ebenheit - Fachbeitrag
Es gibt eine Reihe von Verfahren, die Ebenheit einer Oberfläche zu messen. Die gängigste Methode im Flachläppbereich ist die Verwendung einer monochromatische Natriumlichtquelle und einem Planglas. Damit erhält man preisgünstige äußerst präzise Messungen, genauer als die meisten CMM-Messungen.
Was sind Lichtbänder?
Lichtbänder wurden von Isaac Newton entdeckt, der sie als erster 1717 untersuchte. Sie bilden ein Interferenzmuster aus Streifen, das durch die Reflektion von Licht zwischen zwei Oberflächen entsteht.
Mit einer monochromatischen Lichtquelle kann man das Phänomen nutzen, um die Ebenheit eines Teils zu berechnen, wobei die Oberfläche des Teils jedoch reflektieren muss, damit die Lichtbänder erscheinen. Die Lichtbänder bestehen aus hellen und dunklen Streifen. Zusammengefasst entsprechen sie der Wellenlänge von monochromatischem Licht, die bei einer Natriumlichtquelle 589 nm entspricht. Beim Prüfen von Teilen auf Ebenheit werden nur die dunklen Bänder gezählt. Da diese die Hälfte ausmachen, entspricht jedes dunkle Band 294 nm oder 0,00029 mm.
Diamantläppverfahren eignen sich hervorragend zur Erzeugung reflektierender Oberflächen, die unmittelbar nach dem Läppen mit dieser Methode gemessen werden können.
Typische Lichtbandmuster, die die Ebenheitsgenauigkeit zeigen
| Oberflächengeometrie | 1 Lichtband 0.00029mm | 2 Lichtband 0.00058mm | 3 Lichtband 0.00087mm | 9 Lichtband 0.00261mm | |
|---|---|---|---|---|---|
Konvex oder konkavOberfläche parallel zum PlanglasSymmetrisches Muster |  |  | |||
KonvexBei konkaver Oberfläche ist das Band in die Gegenrichtung gebogenUnsymmetrisches Muster |  | 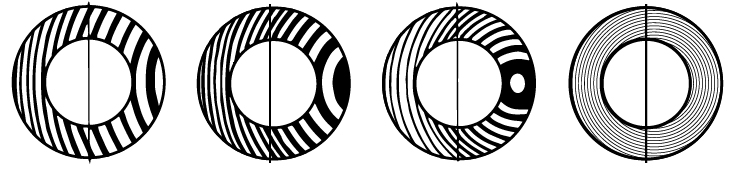 | |||
ZylindrischKonvex oder konkavSymmetrisches Muster |  |  | |||
SattelförmigSymmetrisches Muster |  | 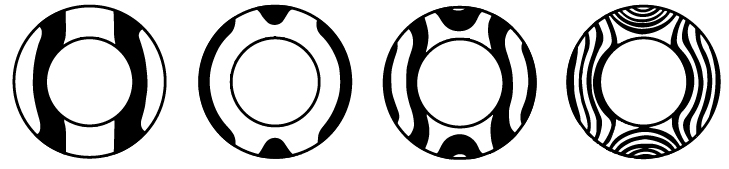 | |||
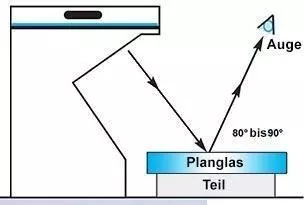
Wie man Lichtbänder mit einem Planglas ermittelt
Zunächst reinigt man die Oberflächen des Prüfteils und des Planglases mit einem Linsentuch oder einem weichen fusselfreien Tuch. Beide Flächen müssen vollständig sauber sein, Legen Sie das Planglas vorsichtig auf das Prüfteil. Das Planglas nicht verschieben. Wenn Prüfteil und Planglas aufeinander liegen, sieht man Linien im Glas. Bewegen Sie das Planglas, bis Sie eines der abgebildeten Linienmuster erhalten. Die Linien sind Interferenzstreifen oder -bänder und zeigen, in welchem Maß die Oberfläche des Prüfteils in Bezug auf das Planglas höher oder niedriger ist.
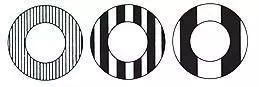
Lichtbandmuster zeigen perfekte Ebenheit
Läppscheibenebenheit
KONVEX
Ringmuster bewegt sich in Richtung Fingerdruck. Wenn das Werkstück konvex ist, ist der Läppscheibe konkav
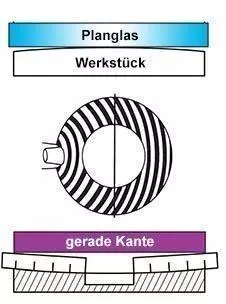
Läppscheibe konkav
Die Prüfblöcke müssen zum Außenrand der Scheibe bewegt werden, um diesen Zustand zu korrigierenKONKAV
Ringmuster bewegt sich weg vom Fingerdruck.Wenn das Werkstück konkav ist, ist der Läppscheibe konvex

Läppscheibe konvex
Die Prüfblöcke müssen zum Inneren der Scheibe bewegt werden, um diesen Zustand zu korrigierenDie geraden parallelen Bänder und nicht die Breite der hellen Bänder geben die Ebenheit an.
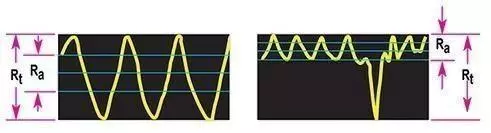
Oberflächengüte-Diagramm
Oberflächen werden durch eine Reihe von Materialabtragsvorgängen erzeugt. Die sich ergebende Gesamtgeometrie wird am besten bewertet, wenn man sie in drei Komponenten unterteilt: Rauheit, Welligkeit und Form.
Grundparameter

Parameter - die diversen Parameter Ra und Rt sind abgebildet. Man sieht, dass die Mittellinie die Bereiche wie folgt teilt: A1 + A3 + ............ A7 = A2 + A4 + ............ A8. Die gängigsten Oberflächengütewerte sind Ra und Rt. Diese werden wie folgt beschrieben:
Ra wird allgemein als der meist genutzt internationale Parameter für Rauheit anerkannt. Es handelt sich um das arithmetische Mittel der Abweichungen des Rauheitsprofils von der Mittellinie.
Rt ist die höchste Rautiefe des Profils über die gemessene Länge. Messungen werden in der Regel in Mikrometern angegeben. 1 Mikrometer = ca. 40 Micro Inch
Beispiele für Ra und Rt
Typische Aussagen der Oberflächengüte oder -textur auf der Zeichnung:

Symbol A Wie man maximale Rauheitswerte in Ra-Mikrometer angibt.
Symbol B Wie man maximale und minimale Rauheitswerte angibt.
Symbol C Wie man maximale Rauheitswerte und das Endbearbeitungsverfahren angibt.
Kemet-Umrechnungstabellen
| englisch nach metrisch | ||||
|---|---|---|---|---|
| Millimeter (mm) | Mikrometer (µm) | Ångström (Å) | ||
| 1 INCH (1.00”) | = | 25.4 | 25,400 | 254,000,000. |
| 1 THOUS. (0.001”) | = | 0.0254 | 25.4 | 254,000 |
| 1 MICRO INCH (µin) | = | 0.0000254 | 0.0254 | 254 |
| metrisch nach englisch | ||||
| Inches | Thousandths | Micro-inches | ||
| 1 MILLIMETRE (mm) | = | 0.039 37 | 39.37 | 39,370 |
| 1 MICRON (µm) | = | 0.000 039 37 | 0.039 37 | 39.37 |
| 1 Ångström (Å) | = | 0.000 000 003 937 | 0.000 003 937 | 0.003 937 |
Ausrüstung zur Messung der Ebenheit
Kemet Plangläser

Die aus Quarz gefertigten Kemet-Plangläser sind in einseitiger oder doppelseitiger Ausführung, 1/4 Lichtband- oder 1/10 Lichtbandgenauigkeit erhältlich. Standardgrößen 25 mm bis 300 mm Durchmesser
Kemet Monochromatisches Licht

Erzeugt deutliche Ebenheitsanzeigen bei Verwendung mit dem Kemet-Planglas Die kompakt ausgeführte Leuchte ist einfach zu transportieren und verwendet eine langlebige Natriumlichtquelle. Eine Ebenheitsreferenztabelle wird mitgeliefert
Kemet Ebenheitsmesslehren

Die Kemet-Ebenheitsmesslehre wird zur Überwachung der Ebenheit einer Läppscheibe und zur Anzeige der Ebenheit, die die Scheibe auf einer bestimmten Teilegröße erzeugt, eingesetzt.
