Bedienanleitung für die Ebenheitsmesslehre - Fachbeitrag
- Kalibrieren Sie die Ebenheitsmesslehre, indem Sie sie auf die plane Referenzplatte legen, die mit der Lehre geliefert wird, und stellen Sie die Messuhrscheibe auf Null. Dies geschieht indem Sie die Messuhr drehen. Die Messeinrichtungen werden bei der Endkontrolle vor dem Versand voreingestellt.
- Legen Sie die Messeinrichtung auf die zu prüfende Oberfläche.
- Lesen Sie die Abweichung von der perfekten Planheit an der Messuhr ab.
- Auf der Messeinrichtung befindet sich ein Diagramm, aus dem der Einfluss auf die Ebenheit des Werkstücks abgelesen werden kann.
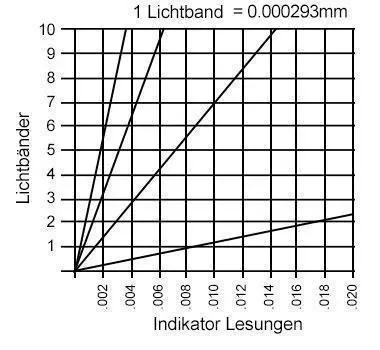
Beispiele
Wenn die Messuhr 0,002 mm anzeigt, ergibt sich für ein Werkstück von 25 mm eine Lichtbandanzeige von weniger als 1 Lichtband, während es bei einem Werkstück von 50 mm weniger als 2 Lichtbänder und bei einem Werkstück von 75 mm 3 Lichtbänder sind.
Ähnlich verhält es sich, wenn man eine Lichtbandanzeige von weniger als 2 Lichtbändern bei einem 50 mm Werkstück erzielen will. Dann darf die Anzeige nicht höher als 0,003 mm sein. Bei einem 25 mm Werkstück kann die Anzeige bis 0,018 mm gehen, um eine Lichtbandanzeige von 2 zu erhalten.
Eine Plusanzeige auf der Messuhr gibt an, dass die geprüfte Oberfläche konvex ist.
Eine Minusanzeige auf der Messuhr gibt an, dass die geprüfte Oberfläche konkav ist.
Bei Abmessungen außerhalb des Bereichs der Umrechnungstabelle vergleichen Sie die Quadratzahl der größten Abmessung des Werkstücks mit der Quadratzahl der Messlehrenspannweite.
Beispielsweise zeigt die Ebenheitsmesslehre Kemet Typ L +0,04 mm auf einer Scheibe von 304,8 mm an. Der korrekte Wert wird wie folgt berechnet:
a) Ebenheitsmesslehre Typ L hat eine Gerätespannweite von 236 mm
b) (Gerätespannweite) 2 = 2362 = 55916 mm2
c) Die Scheibe hat einen Durchmesser von 304,8 mm
d) (Scheibendurchmesser) 2 = (304,8) 2 = 92903 mm2
e) (Scheibendurchmesser) 2 / (Gerätespannweite) 2 = (92903 / 55916) = 1,66
(e) wird mit der Uhranzeige multipliziert = 1,66 x 0,04 mm = 0,06 mm
Der korrekte Wert ist +0,06 mm, was darauf hinweist, dass die Scheibe konvex ist, da der Wert außerhalb der Skala liegt (Abbildung 2). Die Scheibe muss nachgeschliffen werden.
